Built-Up Patterns. Sheave Pulley. Part 2
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Built-Up Patterns. Sheave Pulley. Part 2
A disk or chuck of wood 5 1/2 inches in diameter is now screwed to the iron faceplate, or the screw chuck, and turned off true on the face, with a projection 1/8 inch high which will fit into the recess in the middle of the parting face of a. By this projection the half pattern a is centered on the faceplate, and can be held in position by two or four short wood screws driven through the web into the wooden chuck, as shown in Fig. 166. Care must be taken to place the screws in such a position that the screw holes will be cut or bored out when making the four or six openings 1 inch in diameter in the finished web of the pulley. The screws must be small and slender and the heads well countersunk out of reach of the turning tools. The face of the half pattern is now turned to the required shape, the template shown at e, Fig. 166, being used for the purpose. Having finished with fine sandpaper, remove the half pattern, and, turning off the projection on the center of the wooden chuck and making a recess instead to receive the projection on i, proceed with this second half as with the first.
The 1-inch holes in the web are bored out with a 1-inch center bit, which, when well sharpened, does not split or splinter the thin webs of the two halves of the pattern if care is taken to reverse the bore from the opposite side when the point of the center bit comes through. The holes should be given a slight draft, as shown in Fig. 160.

Fig. 167. Sheave Pulley Pattern with Groove Made with Dry-Sand Core.
If the wood has been well seasoned, and the work carefully done, a perfect 6-inch sheave-pulley pattern will be obtained. The pattern for a sheave pulley has been explained because it embraces so many profitable points and conditions, not only in gluing and building up, but especially in chucking and turning, all of which must be done with great care and accuracy.

Fig. 168. Core Box for Sheave Pulley.
Dry-Sand Ring Coring
A more practical way to produce castings of a sheave wheel would be to construct a solid wood pattern with a core print, as shown in Fig. 167, and to turn a half-core box, as shown in Fig. 168. In fact, this dry-sand-core method would result in greater economy in the foundry, as the saving in time required to mold the pattern would not be offset by the expense of making the dry-sand core.
When very large sheave pulleys having arms are to be made, such as are common for power transmission by rope or cable, the patterns are not halved but are made in one piece and the grooye is cored around the rim, as illustrated in Fig. 167, with a wide core print cc extending entirely around the periphery of the pattern.
Segment Care
A segmental core box is made for one-sixth or one-eighth the circumference of the wheel, as shown in Fig. 169, and here again only half of the core box for a full core is needed. When coring the rim as above, the core print must be made deep, at least 2 to 3 times the depth of the groove, so that the core may rest firmly and remain in position without tilting while the metal is being poured into the mold.

Fig. 169. Core Box for Single-Groove Rope Sheave.
Hand Wheel Conditions
The 12-inch hand wheel, Fig. 170, with five arms and a round rim finished to 1 1/2 inches in diameter, will also serve as a good illustration of pattern construction. On the rim of the pattern 1/16 inch over all its surface must be allowed for finish, making the diameter of the rim of the pattern 1 3/8 inches and the outside diameter of the pattern 12 1/8 inches, while the inside diameter of the rim will be 8 7/8 inches.
To hold this work a wooden chuck - in this case a plain board 12 1/4 inches in diameter, and 7/8 inch to 1 1/8 inches in thickness - is screwed to the iron faceplate of the lathe, and turned true on the face and on the edge to 12 1/2 inches in diameter.
Spider Pattern
The arms in this case should be made 5/8 inch in thickness at the hub and 1/2 inch in thickness where they enter the rim of the wheel. The construction is as shown in Fig. 171. Five pieces, each 6 3/4 inches long, 2 1/8 inches wide, and § inch in thickness, are necessary.
Jointing Web
After being carefully fitted on the trimmer, a saw kerf 5/16 inch deep is cut in each joint, a, Fig. 171, into which a thin tongue of wood is inserted and glued, the tongues serving as tenons to hold the arms together. After fitting, and before grooving with the saw kerf, the joints must be glue sized and, when dry, carefully scraped smooth with a sharp chisel. The grain of the wood in the tongues must run at right angles to or crosswise of the joint to insure the greatest strength.
Laying Out Arms
When glued together and dry, mark with dividers set to a radius of 6 1/4 inches, from the center or intersection of the five pieces, and cut off the ends of the arms so that they will project clear through the rim.

Fig. 170. Five-Arm Hand Wheel.
From the same center describe a circle 3 1/8 inches in diameter, forming the web of the arms; and from this 3 1/8-inch circle, taper the arms to 1/2 inch in thickness at the ends, care being taken to plane the same amount from each side, and to dress the arms evenly so that they will revolve in the same plane. This being done, from the center describe arcs on the outer ends of the arms, with a radius of 4 3/8 inches (8 1/4 inches diameter, which is 1/8 inch less than the inside diameter of the rim), and divide the imaginary circle thus formed into five equal parts with the dividers. Draw radii from the points thus obtained to the center. These radii will be the central lines of the arms, as shown by the dotted lines in Fig. 171.
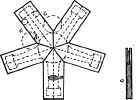
Fig. 171. Construction of Arm Pattern.
On each side of the intersection of the radii and outer circle, measure 1/2 inch to the right and left, and on the circle denoting the circumference of the web, mark 11/16 on each side of the radii; connect the points thus obtained, and the result will be five arms 1 3/8 inches wide at the web and 1 inch wide at the rim, as shown in the drawing. The ends of the arms which enter the rim should be, in this case, 1 3/4 inches wide, and the sides are drawn parallel to the radius which marks the center of each arm. The curves which connect the arms at the hub must be drawn of such radius as to make the curve tangent to the circle forming the extremity of the web, and also tangent to the sides of the two connected arms, as shown at d. The small circles at the intersections of the arms with the rim must be tangent to the edge of the arm and to the 8 3/4-inch circle which marks 1/16 inch less than the inside diameter of the rim, as shown at cc.
Having laid out the arms as above, and as outlined by the dotted lines in Fig. 171, saw them to shape and, before proceeding further with the arms, build the rim of the pattern on the faceplate.
Continue to:
My Books

