Grindstone
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Grindstone
Second in importance to a good oil stone is the grindstone, power driven if possible. It should not be too close-grained. A rapid cutting stone, even if moderately coarse, is greatly to be preferred, as all ground edges must be finally finished on the oil stone however finely they may have been ground on the grindstone. A stone about 36 inches in diameter when new, is a good size, and can be bought with a suitable cast-iron trough underneath, and also with an arrangement for supplying the water necessary to keep the stone wet.

Fig. 83. Shapes of Oil Stones.
In all stones there will be found great differences of hardness in different parts. Stones soon lose their cylindrical shape and must be turned true. A piece of gas pipe or an old file will be found excellent tools for this purpose, but they must be used without water.
In using the grindstone for plane irons, chisels, and other tools that must be ground with a long bevel or to a thin edge, it is better to stand so that the stone runs toward the cutting edge of the tool, as shown in Fig. 84. This position grinds the tool much faster, and less of a feather will be turned up on the final edge. Scraping tools, however, and indeed all tools having a very short bevel, or whose edges are ground to a very obtuse angle, may be held so that the stone will revolve away from the cutting edge of the tool, this position being less liable to cut hollows in the face of the stone. This method of grinding, however, is too slow for tools having a long bevel, and which for that reason require more grinding.
When to use the grindstone is a question that often occurs to the beginner, who sometimes confuses the use of the grindstone with that of the oil stone. The grindstone is not in any sense an instrument for sharpening woodworkers' tools. When a chisel or a plane iron has been sharpened on the oil stone for several successive times, the bevel is gradually worn shorter, and its shape changed from that shown at a, Fig. 85, to a shape similar to that shown at 6. When the length of the bevel is thus reduced, the angle of the cutting edge is too obtuse to do good work or to work easily. The metal at c must then be ground off on the grindstone, and the bevel of the tool restored to its former correct shape, as shown at a, after which the cutting edge must be sharpened and finished on the oil stone.
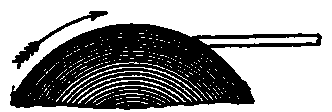
Fig. 84. Grinding Long Bevel.
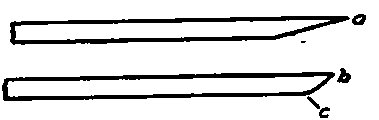
Fig. 85. Sharp and Worn Bevels.
Continue to:
My Books

