Heating For Forging
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Heating For Forging
Uniform Heating Essential
In the first place, when steel is to be heated in a blacksmith forge, a clean deep fire is necessary for uniform results. If the fire is shallow, the steel oxidizes. The trouble in a forge fire usually is uneven heat, either too low or too high. Uneven heating causes strains from which trouble may result afterward in the form of fire cracks when tools are being hardened. It is essential that a piece of steel to be forged should be heated uniformly throughout its section, because if it is hot on the surface, and the interior is not yet up to heat, working it may break the center transversely, while if it is hot in the center and cold on the surface, generally the small surface cracks. Heat should be raised slowly and uniformly and should not be higher than is necessary for the work required. If through carelessness the heat rises too high, the temperature of the steel should be allowed to drop below the critical point and then should be raised to the proper point to avoid cracking the steel.
Trouble With Quick Heating
Suppose the piece to be forged has been put in a very hot fire and forced as quickly as possible to high yellow heat. If so treated, the outside will be soft and in good condition for forging, while the center parts will be not more than red hot. The highly heated soft outside will have very little tenacity, that is to say, this part will be so far advanced toward fusion that the particles will slide easily over one another, while the inside parts will be hard and possessed of high tenacity, and the particles will not slide so easily over one another.
Let the piece be placed under a hammer and forged, and the result is as shown in Fig. 173. The soft outside yields so much more readily than the hard inside that the outer part is full of small cracks, while the inside remains sound, and the piece is pronounced burned.
Exterior Too Cool
Suppose the case to be reversed, and the inside to be much hotter than the outside - that is, the (inside to be heated to white heat, while the outside is hard and firm. Now, when the piece is forged, the conditions shown in Fig. 174 result. The outside is sound and the whole piece appears perfectly good until finished and cooled off and then it is found to be a little hollow inside, and is branded burst. In either case, if the piece had been heated soft all through, or if it had been heated only to red heat all through, it could have been forged perfectly sound.
Proper Forging Heat
Steel should be forged quickly with as few heats as possible, and should not be worked or finished when too cold. More steel is injured by hammering when too cold than when it is overheated; the usual excuse given for the former procedure being that it refines the grain - so it does, but it should be remembered that when steel has to be heated for subsequent hardening the effect of all the previous refining is obliterated.
If it is questioned then why there is ever any necessity for a smith to use a low heat in forging when high heat will do as well, it may be answered that in some cases a high heat may be more desirable to save labor, but that, in every case where a fine steel is to be used for cutting purposes, it must be borne in mind that too high a heat is apt to cause surface cracks; at the same time too low a heat and light hammer blows also will produce surface cracks.
Steel never should be allowed to soak too long in either a forge fire or a furnace after it has come up to a desired temperature, this having a tendency to decarbonize the steel and to make it coarse and brittle. Soaking does steel more injury than any bad practice known to the most experienced.
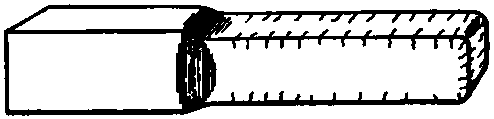
Fig. 173. Effect on Stock if Forged When Outside Is Too Hot.
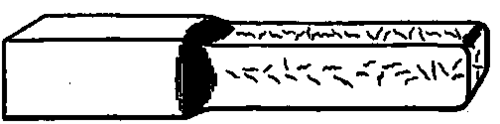
Fig. 174. Effect on Stock if Forged When Outside Is Too Cool.
Simple Test Of Heat Effect
A very simple method by which any worker in steel should be able to obtain a satisfactory test for the effect of heat upon steel is to take a bar of steel of ordinary size, say about 1 inch by 1/2 inch, heat 6 or 8 inches of one end to a low red heat, and nick the heated part all around the bar at intervals of 1/2 to 3/4 of an inch, until eight or nine notches are cut. Next place the end of the bar in a very hot fire and heat it white hot until it nearly melts at the extreme end, leaving the other parts enough out of the fire so that they are heated by conduction. Let the end remain in the fire until the last piece nicked is not quite red hot, and the next to the last barely red hot. Now, if the pieces are numbered from 1 to 8, commencing at the outer end, No. 1 is white hot, No. 2 is yellowish white, No. 3 is high yellow, No. 4 is yellow or orange hot, No. 5 is high red hot, No. 6 is red hot, No. 7 is low red hot, and No. 8 is black. As soon as heated, let the bar be quenched in cold water and kept there until quite cold.
After cooling, the bar should be wiped dry carefully, especially on the notches. An examination by the file reveals the following, if high-carbon steel has been used: piece No. 1 scratches glass; Nos. 2, 3, and 4 are excessively hard; Nos. 5 and 6 are well hardened; No. 7 is about hard enough for tap steel; No. 8 is not hardened. Now break off the pieces over the corner of the anvil - they should be caught in a clean keg or box to keep the fracture clean and bright; No. 1 is found to be as brittle as glass with a coarse yellowish and very lustrous grain; No. 2 is found to be nearly as brittle and not quite so coarse or yellow; and so on, until Nos. 6 and 7 are reached - these are very strong with a finer grain; No. 8 is unhardened and shows the original grain of the bar.
Continue to:
My Books

