Sharpening
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Sharpening
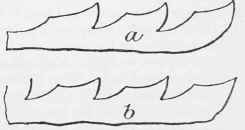
Until recently this was done by recutting the grooves in machines devoted to that class of work, but lately the sand blast has been most successfully applied to the purpose. The operator holds the files which have to be sharpened, one at a time, in a long gas-pipe handle, into the end of which has been driven a plug of wood; the file is not held still, but is moved to and fro, resting upon a slip of gun metal, the file being also occasionally turned over. The slip not only forms a rest, but as the operator moves the file backward and forward upon it he learns when the file has reached a good cutting state. As far as the sharpening is concerned, this is the whole operation. It will be easily understood that a little practice is necessary to enable a man to make the best job of a file. In Fig. 342, a b are sections of file teeth. a shows the form of the teeth as they come from the file cutter or machine. From this it will be seen that the upper part of the tooth is turned backward somewhat, and the top is rather weak. The effect of the sand blast is to remove this bent-over or rounded top, and to take off the tops of the extra high teeth. The form then is as shown at b.
It might be expected that the sand would cut the point or fine edge of the teeth, but this is not the case, for smooth files are improved as much as those of the coarser descriptions. The sand used is exceedingly fine, and is the waste material resulting from the grinding of plate glass. It is so fine as to be like smooth, clean mud, and it seems remarkable that this will do the work. In the ordinary way, cleaning files after the hardening and tempering processes is a dirty, laborious operation. They have to be scoured with brushes and sand by hand, then put into lime-water, and dried. By one workman, only about 3 doz. per hour can be cleaned. It is an accident of the sandblast process that it cleans the files as well as sharpens them. As they pass from the sand-blast hand they go to a boy, who passes them under a jet of hot water, which cleans out sand sludge, and, the file being then hot, it dries of itself. Before the use of the hot-water jet, one man used to be employed in brushing the dried sand mud out of the files at the cost of one man for each machine and 6s. per week for brushes. Now a lad does all.
With one machine, 14-in. files may be sharpened at the rate of - flat bastard, 5-8 doz. per hour; second cut, 10-12 doz.; smooth, 12-15 doz.; half round bastard, 4-6 doz.; ditto second cut, 8-9 doz., and so on. The apparatus is now being used a good deal to sharpen worn files, which it does at a very low cost. There is another method spoken of as being employed in French dockyards, consisting in pickling the files in an acid bath (dilute sulphuric and nitric acids, 1 part of each in 7 of water) for 45 minutes, after a washing with hot alkaline water; but it is not explained how the action of the acid is prevented from exerting the chief degree of erosion upon the exposed angles of the file face, instead of in the hollows where it is wanted to act.

Bastard.
Second Cut.

Smooth.
Continue to:
My Books

