210. Bolts, Nuts And Rivets
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
210. Bolts, Nuts And Rivets
Bolts, rivets and nails are pressed into shape, and nuts are punched, by machines specially built for this work.
Fig. 90 shows the general arrangement of a machine for pressing bolts, rivets and wire nails. The end of a coil of wire or rod R is fed by two or more pairs of grooved roller wheels through a guide
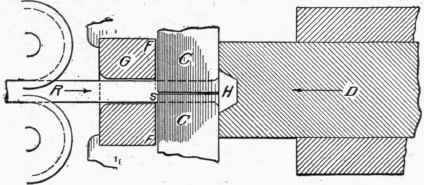
Fig. 90. - Rivet-Pressing Machine.
G. When the end is far enough through, the feeding wheels stop and the two clamps CC close together and grip the material firmly. The die D then moves forward through its guide, in the direction of the arrow, presses the head H into shape, and then moves back. The clamps CC, release their hold, move back, a cutter moves along the face FS of the guide G and shears the rivet from the rod at 8, and it falls into the box under the machine. When the cutter has moved out of the way, the feeding wheels again revolve, the material is fed in, and the operation is repeated.
The die D may be replaced by others to give different shaped heads (for nails or bolts).
The clamps C may take part in the shaping, as in pressing barbs on the body of a nail, in addition to performing their work of gripping and holding.
Rivets and rough bolts up to %-inch diameter may be pressed cold from soft-steel material. If hot material is fed into the machine, it is in the form of straight bars and not in coils. Only a few feet of the bar is heated and when this is used up by the machine, the remaining end is then heated.
Boiler rivets and the better grades of bolts are hot pressed. Sometimes they are cut to length before heating for pressing, and the head may be pressed in two heats. This is done in high-grade work. Boiler rivets are always annealed after they are formed.
Bolts are often cut from rods of solid metal in bolt-cutting machines.
Square and hexagonal nuts are pressed, punched, and sheared from long, flat bars. Nuts are also cut by machines from bars of square or hexagonal cross sections.
Continue to:
My Books

