251. Classes Of Moulds
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
251. Classes Of Moulds
There are four general classes of moulds, designated as follows:
(1) Open sand moulds.
(2) Green sand moulds.
(3) Dry sand moulds.
(4) Loam moulds.
Open sand moulds are the cheapest class of moulds. They are merely depressions made in a carefully leveled bed of sand in the foundry floor. The upper surface of the casting remains exposed to the air when poured. Only rough castings, flat on top, for foundry uses, are made in open sand moulds.
Green sand moulds are so called because they are moulds in damp sand, not baked or dried. They are the cheaper class of moulds, and are usually made in wooden flasks. With increased skill in moulding they are now extended to embrace moulds for large and somewhat complicated castings, thus reducing the cost of production. The greater part of the castings of commercial objects are made in green sand.
Dry sand moulds are virtually green sand moulds carefully made, generally in iron flasks, and dried in a mould oven to make the sand firmer and more stable. This class of moulds is used for castings which have a complex form, and which must be smooth, sound, correct in shape, and free from internal strains. Superior castings are produced by this method, and the cost is about 1.5 times the cost of similar castings from green sand moulds. A dried mould surface can be given a very smooth finish, producing very smooth castings.
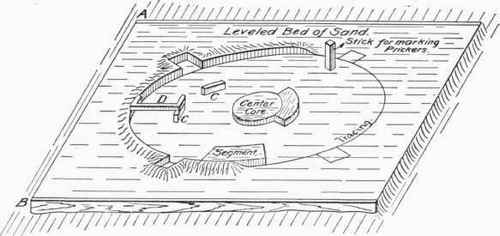
Fig. 117. - An Open Sand Mould.
Loam moulds are used for large complicated and important castings, such as large steam cylinders, propeller blades, etc. A loam mould is built of bricks on large, flat, rigid, cast-iron plates. The bricks of these moulds are faced with loam to form the mould surface.
Loam and dry sand castings are about the same in quality, and the relative expense of the two kinds of moulding depends upon the shape of the casting and the quantity to be made.
Continue to:
My Books

