297. Welding
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
297. Welding
This process of joining together two pieces of iron has long been practiced in blacksmithing, but is now by no means confined to the blacksmith shop nor to the metal used therein.

Fig. 144.
In welding wrought iron or mild steel in the blacksmith shop, care is required to heat both pieces evenly. Mild steel must be heated and worked with skill and judgment in welding, as its temperature range between the time it becomes cohesive and the time it melts or begins to oxidize rapidly is not as great as the corresponding temperature range of wrought iron.
To assist welding a flux is used. The surfaces of metals brought to a welding heat are unavoidably oxidized more or less, i. e., scale is formed on them. If this is allowed to remain, it prevents contact of metal to metal, thus preventing a weld. The flux is sprinkled in the ends at about a yellow heat. This melts and forms a film over the hot metal protecting it against further oxidation and causing the oxide formed to melt at a low heat. The liquid oxide and flux are readily displaced as the metal is hammered into contact. Scale formed on wrought iron melts at about its welding temperature, hence some smiths may not use flux for wrought-iron welding.
Fluxes commonly used are silica (sand), borax, or sal ammoniac. A borax flux should be first fused to get rid of its water of crystaliza-tion and then it does not bubble when powdered and sprinkled on the hot metal.
Anvil welding requires preliminary shaping of the two surfaces to be welded. The forms of welds much used are as follows:
(1) Faggot weld. A frequent example of faggot welding is that used to make a large mass of metal in a bar as shown by the doubled part in Fig. 145.

Fig. 145.

Fig. 146.
(2) Lap weld. Fig. 146 shows the ends of two pieces prepared for a lap weld. Their contact surfaces are made convex to force out any scale or dirt as the weld is hammered together.
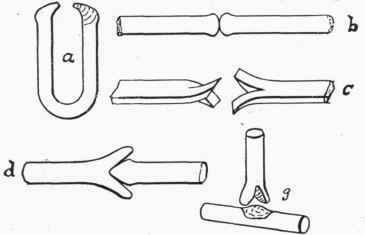
Fig. 147.
(3) Link weld. This is a lap weld much used in chain links, eye bolts and ring welding, and is shown at a, Fig. 147.
(4) Butt weld. The two pieces are shaped with convex ends as shown at b, Fig. 147.
(5) Split weld for thin material. The form, shown at c, is used because the two pieces can be jammed together quickly on drawing them from the fire and hammered without loss of time, as the pieces cool quickly.
(6) Split weld for heavy material. Pieces shaped for this weld (d, Fig. 147) give much bearing surface within a small radius. This is much used in welding together wrought iron and mild steel. A bulk of metal holds its heat longer for welding, and much bearing surface gives a greater per cent of strength of the weld as compared to the strength of the solid piece.
(7) T weld. The pieces for this weld are shaped as shown at g, Fig. 147.
Continue to:
My Books

