315. Tools For Measuring
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
315. Tools For Measuring
The steel rule is the simplest form of measuring tool used in the machine shop. It cannot be used, however, for measuring lengths smaller than can readily be discerned by the eye. For such measurements various forms of calipers and gages are used. The accuracy of these depends upon the sense of touch.
* A table of allowances for forcing and for skrinkage fits is given in Par. 441, Appendix.
The various forms of calipers and gages for accurate measuring are as follows:
(1) Firm-joint calipers (Fig. 158).
Outside.

Inside.
Fig. 162.
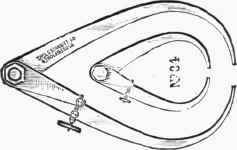
(2) Screw-adjusting calipers (Fig. 1G2).
(3) Spring calipers (Fig. 163).
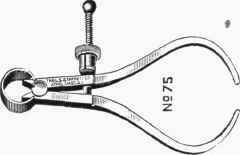
Outside.
Inside.
Fig. 16
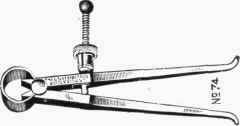
(4) Inside gages (Fig. 164). This instrument consists of a sleeve which holds rods of different lengths for measuring inside diameters of large cylinders. A threaded nipple on one end of the sleeve provides a means for fine adjustments.

Fig. 164.

Fig. 165.
(5) Depth gages (Fig. 165). For measuring depths. The sliding head is clamped on the rule at the point which marks the depth.
(6) Fixed gages. Fig. 166 shows one of several forms of fixed gages for measuring diameters within certain limits of error. The gage here shown is for measuring a hole of 1" diameter, with an allowable error of plus or minus .001". The end marked .999 should go through the hole; that marked 1.001 should not enter the hole.

Fig. 166.

Fig. 167
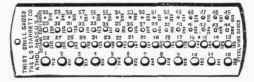
Fig. 168.
(7) Micrometer caliper. Adjustable for refined measuring. See Fig. 170.

Fig. 169.
Closely akin to the tools just mentioned are others much used in the machine shop. A list of them includes the following:
(8) Protractor for measuring angles (Fig. 167).
(9) Drill gage (Fig. 168). For measuring diameters of drills.
(10) Wire and sheet-metal gage (Fig. 169). 19
Continue to:
My Books

