375. Planing Plate Edges
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
375. Planing Plate Edges
Edges of shell plates are planed to the finished dimensions before the plates are rolled. When the boiler head is made up of more than one plate, the straight edges of these plates are planed, but the edges to be flanged are not planed. Flanged edges are chipped smooth by pneumatic chippers, or a circular-flanged plate forming a boiler or steam-drum head may have its flanged edge turned smooth in a large lathe.
Shell-plate ends which butt together must be planed at the correct angle to fit at both outer and inner edges when rolled to shape, as shown at a, Fig. 222. All free edges, as those marked b on the butt straps, are planed or chipped to a bevel for caulking, the usual angle of which is shown in the section of a plate edge of thickness t.
Fig. 223 shows a plate-edge planer. The plate rests flat, and the edge to be planed is clamped by the screw jacks J against the bedplate B of the machine. The clamping beam C is held rigidly by the housings H. Two saddles, 8 and T, which travel along the bedplate, carry the cutting tools. The saddle 8 carries two tools and cuts in both directions of its travel. The saddle T carries but one tool which may be fed vertically during its horizontal motion. The saddles are used separately. The bar K is an automatic reversing bar for reversing the motion of the two-way cutting saddle.

Fig. 223. - Plate-Edge Planer.
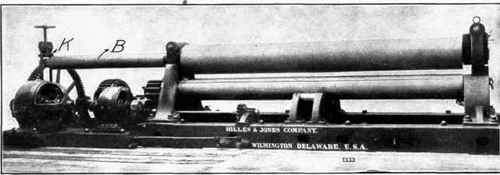
Fig. 224. - Plate-Bending Rolls.
Continue to:
My Books

