424. Burning On
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
424. Burning On
This is a method employed for mending a cracked, broken, or honey-combed casting of cast-iron or brass. Many costly castings which would otherwise have to be discarded may be made sound by this process, although defects in some cases are too extensive, or are not well located for practical repairing.
The application of the method is illustrated in Fig. 266. The view A shows the casting to be repaired and B shows the same casting bedded in sand and otherwise prepared for the work. Let it be supposed that the portion b of the upper flange of A is cracked or filled with blow holes. The defect is chipped out to present a slit or cavity which shows sound metal. Supporting the casting firmly on the foundry floor, surround the defective part with a mould made of baked sand cores and fire bricks wedged and clamped in place. The joints between bricks and cores are carefully plastered with clay. It is essential to leave either a small hole c leading from the bottom of the mould, or one at d leading from the highest point at which the metal is to stand in the mould. Both openings may be provided if desired, and each leads into a sand basin which holds metal as it flows from the mould. After assembling and securing the mould around the defect, the easting must be heated by means of a gasolene torch or blow pipe. This heating may be slowly done by using a charcoal fire, and sometimes the position of the defect is such that heating must be done before the mould parts are placed. When the casting is nearly or quite red hot, a ladle of molten metal of the same composition as the casting is held over the opening g in the upper core, and a steady stream is poured into the mould, keeping it filled. The first metal poured in serves merely to heat and soften the metal around the defect, and is allowed to flow out. The stream of molten metal is continued until it has about melted the metal adjacent to the defect. A small iron rod is used to determine this condition. The lower open c is then stopped with a shovel full of dry earth, and the mould is left full of metal. The casting is covered with a few pieces of sheet iron and allowed to cool slowly. When cool, the defect will be found filled with solid metal which can be trimmed to the contour of the casting.
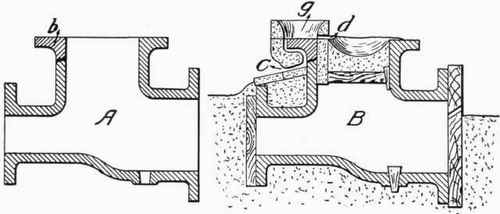
Fig. 266. - Mending a Casting.
Cast iron may be brazed by means of spelter as described for brazing copper. It is essential (1) that the broken parts be thoroughly free of scale, dirt and grease; (2) that they be clamped in their correct relative position; (3) that heating be done evenly in a clean fire, and (4) that the spelter be applied along every part of the break.
Continue to:
My Books

