Smiths' Work. Part 4
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Smiths' Work. Part 4
Then the blast is put on, and the heat is enclosed and intensified around the bar. The bar, especially if large, is to be turned partly round ill the fire now and again to equalise the heat, the blast meanwhile hollowing the fire in the immediate vicinity of the bar; now and then, also, it will be partly withdrawn in order to be sure that it does not get burned. The heat at which it should get taken from the fire varies with circumstances, a full, red heat being suitable for ordinary forging; while for jumping up, and welding, the iron should be white hot, and just beginning to throw off vivid sparks. Beyond this temperature it becomes burned and spoiled. When the bar is at the white heat, it is removed from the fire by means of hollow bit tongs and transferred to the anvil, whence we will follow the process through, remembering that in smiths' work the whole manipulation must be foreseen from the beginning, and the tools all be at hand, so that there shall be no hesitation and loss of time and heat.
We will first suppose that the hollow of the forked end is to be slotted out of the solid, and then, for further illustration, we will assume that the hollowing out is to be done at the anvil.
Smiths' tools.
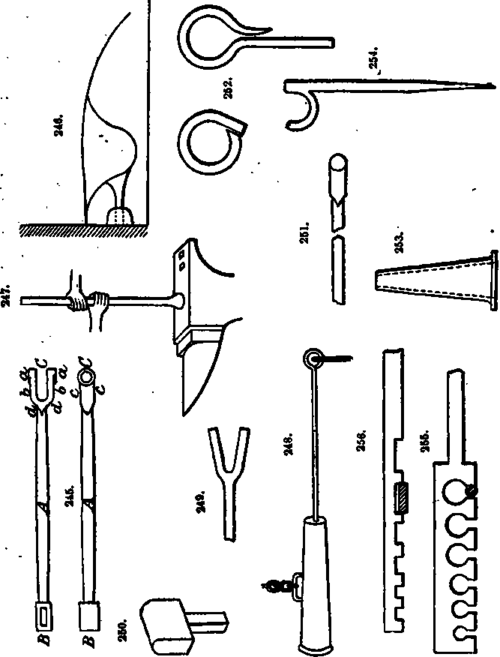
While at a white heat we shall " upset" the iron in order to obtain sufficient breadth for the forked end, and to do this a short heat only will have to be taken on the end of the bar. Thus if the length of the forked portion C were 3 in., the end of the bar would be heated only to a length of 7-8 in. If more length is required, two successive heats should be taken. That portion of the bar, then, which lies beyond the part which has to be upset will not become bent or otherwise distorted during the upsetting process, but remain rigid. The upsetting is performed either by jumping the bar heavily end on to the anvil, the hot portion, of course, being downward (Fig. 247), hence also called jumping up, or it is hammered with the sledge, swung in a nearly horizontal arc, the smith holding the bar horizontally on the anvil with the tongs, or a heavy cast-iron monkey (Fig. 248), suspended by a chain, is swung heavily against the end of the bar.
When the amount of jumping up which is required is slight, the first method suffices; for heavy work the latter plans are adopted. Upsetting reduces the length and increases the breadth and thickness, and the enlargement, being very irregular in outline, must needs be made considerably larger than is actually required. At the same time, since the jumped mass will be of a rudely circular shape, being simply an expansion of the shape of the bar, a rough outline of the shape finally required must be imparted to the end by hammering, the hammering and upsetting alternating, so that the iron, still retaining its heat, is hammered approximately level and square on font sides, forming a rectangular block or lump at the end of the round bar, its extreme dimensions being slightly larger than the out and out dimensions of the bosses a. By this time it will probably have lost most of its heat, and will go back to the fire to be made nearly as hot as in the first place. By means of the fuller first and the flatter afterward, the hollows around the bosses and the flats b will be set down, and similarly the flats c.
The outside rounding of the bosses will be imparted by cutting off a portion of the corners with a hot set, then hammering with an ordinary hammer, and smoothing off with a top swage struck by a sledge. The whole of the black dimensions will remain when finished a trifle over the bright finished sizes, to give sufficient allowance for machining. The rounding off at d is first rudely cut with the hot set, or with a gouge tool, the heads of those tools being struck with the sledge. The angularities will be beaten down rapidly with the hammer, and a top and a nicking swage of suitable curves will be used to impart a finished outline.
The bar will now go into the fire again, and the heat will be taken over it extending from the fork to about the centre. A nicking .fuller may be used to shoulder down the square bar to a circular section just where it departs from the forked end, or if the bar is small it may be simply hammered at the angles with a hand hammer or sledge. When the diameter is roughly reduced down to the required size next the fork, the original size remaining at the centre, it will be readily finished by swaging, the proper allowance being left for turning. This need not occupy more than one heat. The other half of the rod can be swaged down in another heat. Then there remains the stub end B which has to take the strap, and this will be jumped up in a short heat similarly to the forked end, finished with the flatter, and neatly fullered down around the neck.
In this illustration we have supposed the space between the fork ends to be slotted or drilled out of the solid. 5
But if the forked ends were so wide apart that the slotting or drilling out of the interspace would be considered a heavy task, or if the end were that of a rough lever or pump rod which would not pay for machining, the forks would be forged as follows: If the width of the bar were less than twice the thickness of each fork, it would first require to be jumped up until its width were somewhat more than twice the thickness - that is to say, if the forks were 3/4 in. thick, the width of the bar should be rather more than l 1/2in., say 1 3/4 in. or 2 in. As before, a short heat is then taken, extending no farther than just beyond the shoulder. The flat portion is laid on the anvil, and divided through the centre with a hot set, cutting first from one side, then from the other, and meeting in the centre.
Sometimes a hole is first punched at the bottom of the hollow. Once divided, it is readily opened out first to the V-shape (Fig. 249), then the hollow is formed by jumping and hammering over a bottom fuller of considerable breadth and depth (Fig. 250), sometimes termed a dresser, or joint dresser, until a rough outline of the bifurcation is obtained. Then the more exact outlines and thicknesses are given in a second heat by judicious hammering, and finishing, partly over the dresser, partly on the flat overhang of the anvil, if the space between the forks is sufficient to permit of this. Finally, when the shaping is done, the forks must be tried for parallelism with the axis of the bar, and if out of truth, they will be set over with the hammer.
Continue to:
My Books

