Autogenous Welding
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Autogenous Welding
The welding together of two pieces of the same metal without the introduction of a solder is termed "autogenous soldering." The term, therefore, has a very restricted meaning, and up to the present can only apply to the welding of iron or steel, "lead burning," and, to a slight extent, cast iron and copper. It is true that cast iron, aluminium, and some alloys can be fused together, but these require the aid of a flux.
Autogenous welding permits the fusing together of bars or plates of iron or steel, from the thinnest sheet up to almost any thickness of plate that is used in the boilershop. With great care it is possible to make the welded portion as strong as the solid bar or plate, but generally it is the safest plan to assume that the welded part will be slightly weaker, say to the extent of about 5 per cent. of the solid plate.
Of recent years the process of autogenous welding by the oxy-acetylene method has come rapidly to the front, and has now a very wide application.
There are two systems in operation - namely, the "high pressure" and the "low pressure." In the former case, where dissolved acetylene is used, the two gases are under high pressure in cylinders; and for use the acetylene is reduced to a pressure of about 5 1/2 lb. per square inch before it passes to the blowpipe, the oxygen being regulated to give the correct flame. This latter is judged by the appearance of the flame, and with a little experience the proper condition of the blowpipe flame for welding can be arrived at.
To ensure success, the work should be properly prepared before attempting to weld. When it is desired to make a butt joint on plates over 1/8 in. in thickness, the two edges of the plates should be bevelled so that when they come together a "V" is formed, that should be as wide as the plates are in thickness. The complete removal of any rust or scale is also essential. The feeding metal, with wrought iron or steel, should be, if possible, shearings from material similar to the metal worked upon, and should never be of greater section or diameter than the thickness of the work; and in case of heavy work, should not be greater than 1/4 in. diameter or 3/16 in. square. In practice, Swedish iron wire is very commonly used as a filling-in medium, which, in such cases, accounts for the loss of strength when dealing with boiler plates.

Shows a welded Steel Petrol Tank.

Repairs to Marine Boiler Furnace by Acetylene Process.
The following table will give some idea of the gas consumption per foot run, on different gauge iron or steel, and the rate at which work can be carried out:
Thickness of Plate | Consumption of Acetylene, cubic feet. | Consump-tion of Oxygen, cubic feet. | Speed of work in foot run of weld per hour. | ||
Wire Gauge | Inches | mm. | |||
20 | .04 | 1.0 | 1.8 | 2.25 | 50 |
16 | .06 | 1.5 | 2.7 | 3.50 | 40 |
14 | .08 | 2.0 | 3.6 | 4.50 | 35 |
12 | .10 | 2.5 | 5.4 | 7.75 | 30 |
10 | .12 | 3.0 | 8.0 | 10.00 | 24 |
8 | .16 | 4.0 | 12.5 | 15.70 | 18 |
¼ | 5-6 | 18.0 | 22.00 | 14 | |
5/16 | 7-8 | 27.0 | 33.00 | 10 | |
3/8 | 9-10 | 36.0 | 44.00 | 7 | |
When the metal is over 3/8 in. in thickness, the gas consumption, per foot run, increases rapidly, and the speed of work falls similarly.
When acetylene, in either the high or low pressure system, is used with oxygen, in a properly designed blowpipe, it splits up into its component parts - hydrogen and carbon - at the base of the flame, carbon only taking part in the burning, due to the fact that hydrogen will not combine with oxygen at the temperature carbon will; consequently the hydrogen remains free and forms a protecting zone at the blowpipe tip, where the carbon is burning. The high flame temperature obtained, combined with the fact that there is a zone of free hydrogen, renders the flame very reducing and extremely suitable for many operations, which would otherwise have to be carried out by a more costly and probably less efficient method, and which would, in many cases, be altogether impracticable. The temperature of the oxy-acetylene flame is very high, being about 6,350° F.
To ensure the complete combustion of acetylene, theoretically 2.45 volumes of oxygen are required to one of acetylene, but in actual practice it is found that the proportions vary between 1.6 to 1.0 and 1.0 to 1.0, the lower figure being found to be correct when heavy work is done with the high-pressure system, and the higher when working with the low-pressure system or the high-pressure system on light materials.
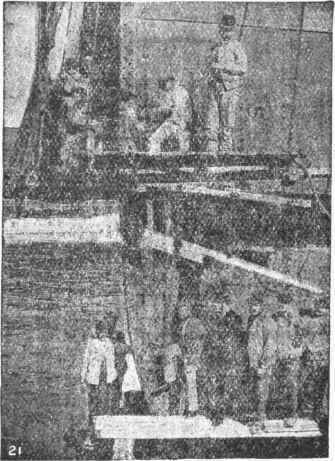
Repairs to a Steamer by Oxy-Acetylene Welding.
The autogenous process can be used for the welding of bicycle, motor-car, and aeroplane frames, and in many cases act as a substitute for rivets; the welding and repairing of boilers, tanks, ships, etc.; the filling in of parts that have been worn or corroded away; and the repairing of all kinds of cracks. In the repairing of cracks in riveted joints or other work that is held tight in position, it is important that part of the work around the crack should be loosened by unriveting, so as to allow for the expansion and contraction that takes place when the broken portion is passing through the welding process. It is also important that the parts all around the repaired portion should be carefully heated up so that as far as possible no undue strain shall be placed upon, or any stresses left in, the plate or bar.
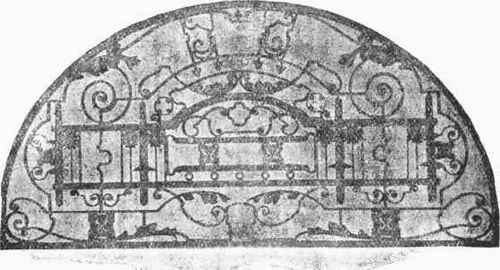
Wrought-iron Scroll Work, built up by Oxy- Acetylene Process.
The illustrations shown will give some idea of the range of work that can be carried out with the oxy-acetylene welding blowpipe.
Continue to:
My Books

