Chapter XXXII. Plater's Work, Tanks, Shells, Etc. Allowance For Metal Thickness
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Chapter XXXII. Plater's Work, Tanks, Shells, Etc. Allowance For Metal Thickness
It is absolutely essential in the making of patterns or templates to cover for the necessary allowance for the thickness of sheet or plate if the different parts that form the article are to fit together correctly. In general sheet metal work the allowance to be made for thickness is not so important as in plate work; but, in any case, if a good-fitting job is required some thought must be exercised, so as to make the requisite modification of pattern to cover for the different thicknesses of metals. In plate metal work it is of the greatest importance that patterns should be so marked out that the thickness of plate is properly allowed for, as in this class of work a job is completely botched if rivet-holes are half-blind, and have to be gouged, reamered, or drifted.
To illustrate the method adopted in allowing for thickness, suppose the following experiment to be carried out: A straight bar of metal is taken and a line N N (Fig. 285) marked along the centre of one side; also two parallel lines are drawn across the bar, such as E C and F D. Now if the bar be bent as in the lower figure, the lines will fall into the positions shown. If the line E F be measured both before and after bending, it will be found to have lengthened in bending, and in the same manner if C D be measured, it will be found to have shortened. The line A B, however, will be the same length as before bending. From this it is evident that the whole line N N will remain of constant length as the bar is bent. This line is called the "neutral axis," and in every bent bar or plate it will be possible to find the position of some line that has been unaltered in length by the bending.
Every plate metal worker who is interested in the principles underlying his trade should make several experiments on bars and plates similar to the one above-mentioned. If the plates or bars are bent hot, care must be taken that they are uniformly heated, or else the elongation and contraction will be unequal. For instance, if the outside of the bar is hotter than the inside, most of the draw will take place on the outside, on account of the bar being softer; but if the inside be the hottest, then nearly all the draw will be on the inside.
In square, flat, and round bars the neutral line will always pass through the centre of the section; similarly, if sheets and plates are bent, the neutral line will be at the middle of the thickness of metal. Angle-iron, tee-iron, and other sections will be dealt with later.
If it is required to obtain the length of a plate to bend into a complete circle, as in Fig. 286, this can be done in two ways - either by setting out and measuring along the centre line of the plate, or by calculation. Suppose the inside diameter to be 7 ft., and the thickness of metal | in., then the diameter of the circle formed by the neutral line will be 7 ft. Of in. Multiply this by 3 1/7 we have -
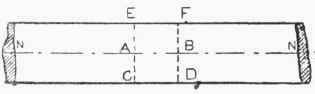
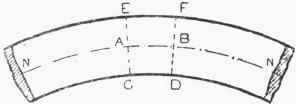
Fig. 285.
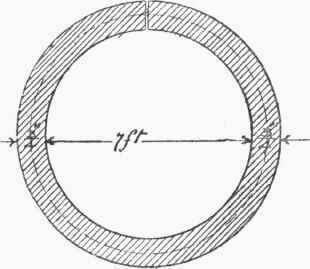
Fig. 286.
84¾ X 22/7 = 266 5/14 in. = 22ft. 2 5/14 in.
If the number 3.1416 be used to represent the ratio between the circumference and diameter of a circle, then the above will run out -
84.75 x 3.1416 = 266.2506 = 266¼ in.
In all work where accuracy is required, the number 3.1416 should be used.
It will be noticed that before proceeding to calculate, the thickness of metal was added to the inside diameter, and it will thus be seen that the girth of plate to form a circle will always be 3 1/7 times the thickness of the metal greater in circumference than the circumference of the inside of pipe. If a plate is to be bent in any form, such as Fig. 287, its length in the flat can be obtained by first setting out the required shape, and then measuring along the centre line of the section. To mark the plate for bending, the distance along the centre line up to C (the centre of the bend) must be measured, and this set out from the edge of the plate. In bending the mark must be kept right in the centre of the bend.
To bend a plate with rounded corners, as in Fig. 288, the required length in the flat can be found as in the last case, or it can be calculated as follows: Suppose the inside diameter to be 2 ft. and the inner radius of corners 3 in., and the plate 1 in. thick; then the radius at the corners to the centre line of plate will be 3½ in. And if the four quarter-circles which form the corners be added together, they will make up a complete circle of 7 in. diameter. The length of plate, therefore, to cover for the four corners will be 7 x 3 1/7 = 22 in. If 3 in. be taken from each end of the inside diameter, this will leave 18 in. of flat on each side. And if 4 x 18 = 72 in. be added to the 22 in., the total length of plate will be 94 in. To mark the plate for bending, it should be remembered that the distance apart on plate of corner lines will be 94 ÷ 4 = 23 ½ in. If the joint is at the centre of a flat side, as shown in the figure, the marks for bending the bottom corners will be 23½ ÷ 2 = 11 ¾ from the butt edges of the plate.
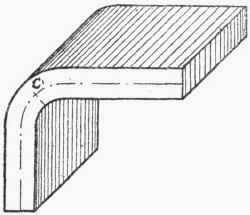
Fig. 287.
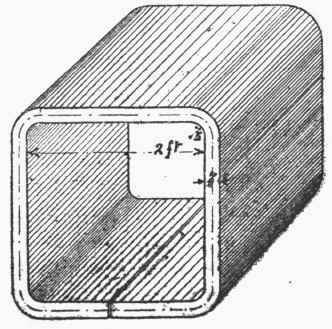
Fig 288.
In bending the plates care must be taken so that they are bent to the proper radius, or else the diameter will not come out correctly. In the workshop all kinds of methods are in vogue to make the allowance for a rounded corner; but none are correct without they are based on the above calculations.
To centre-punch mark along the edge of a plate for flanging, the width of the flange should be set out as in Fig. 289, and the line G H measured. This will give the distance of the centre-punch marks from the edge of the plate. After being flanged, the marks should be in the position K. If a section of the flange is set out in this manner, the proper position of the rivet-hole centres can be determined for both plates.
Fig. 290 shows the plan that can be adopted to obtain the lengths of plates and pitch of rivets, where two corner plates or bilge plates are jointed together. The joint is set out as shown, and the length of each plate found by measuring along the centre line of the section. To find the pitch of rivet holes to mark on plates, the neutral lines on each plate are measured between the centre lines of the two innermost rivets. Or this pitch can be determined by calculation thus: -
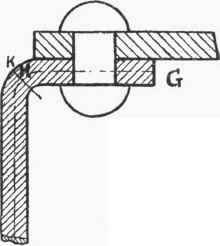
Fig 289.
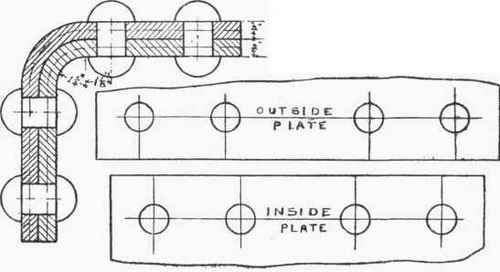
Fig. 290.
Suppose the plates are ¾ in. thick, and the inside radius of inner plate 1¼ in., and the distance from centre of inner rivet to beginning of curve 1 1/8 in. Then the length of neutral line on outside plate between the centres of inner rivets will be: -
2.375 X 3.1416 / 2 + 2.25 = 5.98 in.
And the corresponding length on inner plate will be-
1.625 X 3.1416 / 2 + 2.25 = 4.8 in.
The difference of the two thus being 1.18 in.
Where plates are bent into quarter circles, as in this case, the difference of pitch between the innermost pair of rivets can readily be worked out by the use of the following rule: -
Difference of Pitch =
Twice the thickness of plate x 3.1416 / 4
The pitch of rivets on the flat part of the plates will, of course, be the same on both plates.
A useful application of this method of obtaining the lengths of plates or bars can be made by blacksmiths and whitesmiths. If a round, square, or flat bar is to be bent into any shape, then all that is necessary to do is to set out the required design, as in Fig. 291, mark in the centre line, and measure for length of bar in the straight.
Continue to:
My Books

