Half-Round Gutter Nozzle
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Half-Round Gutter Nozzle
Another application of the geometry of the cone and cylinder is in the making of a pattern for an outlet or drop fitting on to a half-round gutter, as shown in the sketch at top of Fig. 109. In this case A 0, on the half-elevation, will be the base, and C A the centre line of the cone. The quarter-circle is described on the line A 0, and divided into three equal parts. Taking C 0 as the radius, the base curve of cone is swept out, and the twelve parts to make up the girth set along. The points on the gutter curve are now projected on to the outside line of cone, and then carried round to cut off the radial lines on the pattern. The points so determined are joined up with a free curve, and the net pattern completed. A lap is allowed along the top for flanging, and also strips left on the ends for grooving or riveting. In the case of galvanised sheet-iron gutters the flange thrown off will be about 1/4 in., the hole being cut in the gutter, the outlet squeezed in tightly and well soldered around the flange. In gutters of heavier material, such as 16 and 14 S.W.G., the outlet is attached to the outside of gutter by fixing a ring of the same material to form a flange of about 1 1/2 in. wide over the outlet and riveting or bolting to the gutter through, say, six holes. By carefully taking the thickness of metal into account, as explained in Chapter XXXII (Plater'S Work, Tanks, Shells, Etc. Allowance For Metal Thickness)., the holes for gutter and ring can be set out and punched in the flat. The shape of hole in the gutter-plate is also shown marked out in Fig. 109. The lengths and widths are determined as before, a quarter-circle being drawn below the line for the half-width at 21, and one above the line to obtain the half-width of hols at l1.
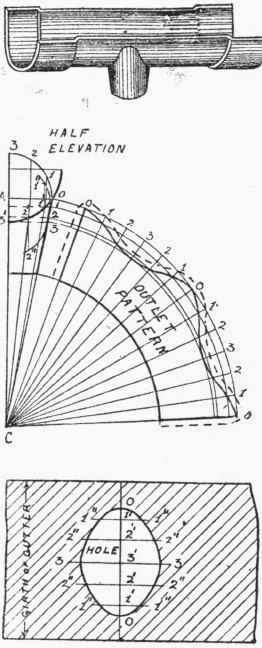
Fig. 109.
O.G. Gutter Nozzle.
To develop the shape of pattern for an outlet for this class of gutter requires perhaps a little more intricate work than in that for a half-round gutter. The method followed, how-
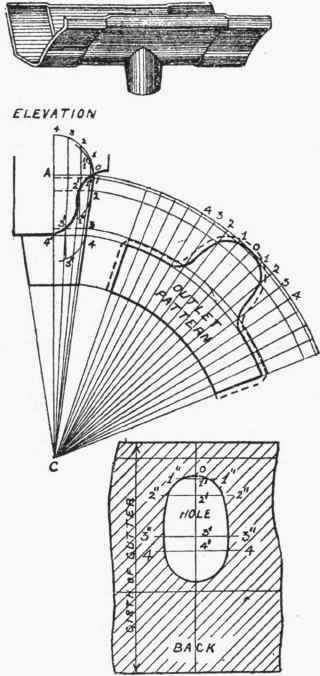
Fig.110 ever, is really the same as in that case. As before, the quarter-base circle is constructed on A 0 (Fig. 110), and, on account of the more irregular gutter curve, is divided into four instead of three parts as formerly. Sixteen spaces will therefore be required to make up the girth of complete cone. The lengths necessary to cut off the radial lines on pattern are projected as before on to the outside line of cone, and then swung on to the pattern. Thus, to find the point on the line C 2 on the pattern, the radius C 2 on the side of the cone is used. So, in the same way, the other points can be determined. The back half of outlet, it will be seen, is flat on the top; hence this part on the pattern for the four spaces at each end will be a plain curve, with C 4 on the elevation as radius. The method of jointing and attaching to gutter will be the same as with the half-round gutter.
The shape of hole can be found as in the previous cases; but it should be noted that the part of hole which comes on the flat portion of bottom of gutter is a semicircle.
Continue to:
My Books

