Quarter-Bend For Square Pipe
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Quarter-Bend For Square Pipe
A bend for a square or rectangular pipe can be made up much easier than for a round pipe. If the back and throat of the bend are flat, then of course the patterns for these parts will simply be straight sheets. The pattern for one of the cheeks will be obtained by setting out the side elevation of the bend, the outline of this giving the shape of the cheek pattern. If angle iron is used to connect the parts together, no allowance will be necessary; but if the sheet is flanged to form a lap, then of course an allowance for this will have to be made.
If the square pipe runs along diagonally, then the shape of a quarter-bend will be as shown in the elevation, Fig. 17. In setting
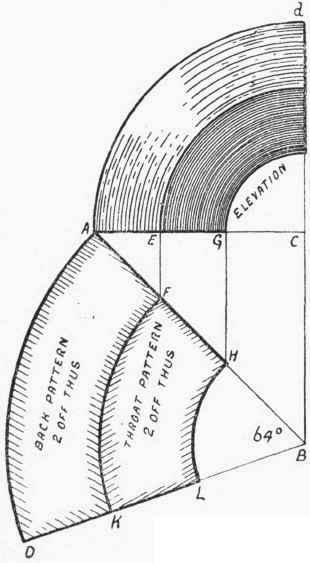
Fig., 17, this out, it should be remembered that A G is a diagonal of the square pipe, the length of a side being equal to A F.
The shape of the bend is built up in a somewhat peculiar manner, for we may consider each part as a portion of the surface of a cone (Chapter XII (Conical Articles Of Short Taper).). Remembering this, the development of the patterns becomes a very simple matter. Draw C B square to, and equal in length to, A C. Join A to B. Draw E F and G H square to A C. Then, with B as centre, and B A as radius, describe the arc A D, this being made equal in length to the back curve A d. The length of the arc A D may also be determined by calculating the angle A B D, and setting this out with a protractor, or Otherwise.
angle ABD = 90 x AC / AB
In the present case A C = 22 in., and A B by calculation or construction will be nearly 31 in., therefore:
Angle A B D = 90 X 22 / 31 = 64° (nearly).
The arcs F K and H L are next described, and the two figures, as shown, will give the patterns for the back and throat-pieces respectively. It should be noticed that no direct measurement along the arcs F K and H L is necessary, as when A D is obtained, the others will be cut off proportionately. The back, side, and throat seams may be made by either lapping over and soldering, or riveting, or knocked up, the allowance on the pattern, of course, being such as to suit the kind of joint chosen.
The plates or sheets will be shaped by rolling or bending in the same way as all other conical work.
Continue to:
My Books

