Three-Way Tee-Piece
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Three-Way Tee-Piece
A sketch of this is shown in Fig. 254. The tee-piece may be of two shapes, one when the bulb is greater in diameter than the diameter of the large pipe as in the sketch, and the other when it is of the same diameter, and consequently the sides straight as in the half-end elevation, Fig. 255. We shall get the pattern out for this latter shape, as the setting out for the bottom portion, when the bulb is larger than the main pipe, will be dealt with in connection with a four-way piece.
A half-side and end elevation is shown in Fig. 255, and on examination it will be seen that the parts of the main and branch-pipes are cylindrical in shape; hence if the tee-piece were made up in three parts as in the last case, the pattern could be set out in the same way, or, as before mentioned, gusset-pieces could be inserted on each side. We shall, however, explain the method of working up from two pieces only, and jointed as in Fig. 254.
The neutral lines should be marked on the side elevation, as shown. The pattern for the top piece can be set out by describing a circle, with radius equal to C D from the elevation, and then setting lengths along by marking off A B on the pattern equal in length to the neutral line A B in the elevation. The width of the ends is, of course, equal to half the circumference of the branch pipes. In cases like this, where the area of the main pipe circle is twice that of the branch pipe, it is worth noting that the diameter of the circle for the pattern of top part is equal to twice the diameter of the branch pipe.

Fig. 254.
The pattern for the bottom portion of the tee-piece is not so easily obtained. It is as well at the onset to keep in mind that the area of a pattern for an object which has to be worked up by hollowing or razing should be at least equal to the area of the surface of the finished article. This fact assists us considerably in calculating the sizes of the pieces of sheet metal required.

Fig. 255.
In the present example the diameter of the main pipe is 5.7 in., and the depth of the cylindrical part 8 in. What we require is to obtain a circle equal in area to the cylindrical surface plus the area of a 5.7 in. diameter circle. Put in the form of a rule, we have: "Radius of pattern circle is equal to the square root of the pipe diameter multiplied by the depth added to the square of the radius." Which, in this case, will work out -
Radius =
![]() - 7.32 = 7 5/16 in. (nearly).
- 7.32 = 7 5/16 in. (nearly).
After describing the circle to the above radius, turn to the elevation (Fig. 255), and with centre F and radius F G. draw the arc G H; then with centre G and radius G E, mark off H, and join up to F. The length of the neutral line K L will give the length to add on to the pattern circle, as shown.


Fig. 256.
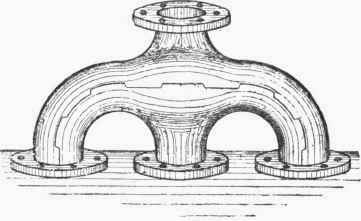
Fig. 257.

Fig. 258.
The bottom portion of the tee-piece can be raised as shown in Fig. 256, and when worked into the required shape, the disc cut out at the bottom of the main pipe.
* Four=way Piece.
For the purpose of showing how to deal with a job that brings in conical work, we will conclude this chapter by going over the setting out of patterns for a four-way piece, each pipe being the same diameter, and the plates jointed as shown in Fig. 257.
The half-side and end elevations are shown in Fig. 258. It will be seen that A B on the end elevation represents the slant side of a frustum of a cone whose ends are 4 in. and 6 1/2 in. respectively in diameter. Now, to get the size of the pattern circle we shall have to find the radius of a circle whose area is equal to the surface of the cone frustum, together with the area of a 4 in. circle. To do this the following rule can be used: "To the sum of the end radii multiplied by the slant height add the square of the pipe radius and extract the square root of the whole." In the present example-
Radius =![]() =
=![]() = 6 1/16 in. (nearly).
= 6 1/16 in. (nearly).
Set a circle out to this radius, and for the bottom part add the length of neutral line E F on to each end of pattern. The pattern for the top part will be obtained by measuring the length of neutral line C D, and setting along on the pattern. It will be noticed that the pattern for the top part is just twice the diameter of the pipe greater in length than that for the bottom portion. This, of course, follows from what was said in connection with the quarter-bend.
To make proper allowance for the thickness of metal, all the above patterns should be set out to dimensions taken from the centre line of the plate sections in elevation.
Continue to:
My Books

