How To Weld
Description
This section is from the book "Welding Theory, Practice, Apparatus And Tests Electric, Thermit And Hot-Flame Processes", by Richard N. Hart. Also available from Amazon: Welding: Theory, Practice, Apparatus And Tests, Electric, Thermit And Hot-Flame Processes.
How To Weld
To weld, the operator goes over the metal quickly with the flame a number of times. This will heat the metal evenly to about dull red heat. If the work is stock work and is continuous, it will save from 30 to 50 per cent, of time and cost to preheat with a coke, gas, or oil fire or with electricity.
After preheating the seam, the flame is circled about a small radius until the metal softens. Metal is added and worked in with a "melt bar" and care is taken that the edges of the metal are melted and perfectly united. The operator works away from his body and finishes the work as he proceeds. With a little practice the seam can be made quite smooth and even.
Cast iron can be easily welded. It melts easily, is very fluid, and runs toward the heat of the flame. Some care is necessary to avoid its running clear away from the weld. The piece to be welded must be held horizontally or the molten metal must be dammed. The melt bar is cast iron and should be low in sulphur and phosphorus and high in silicon. Flux is sometimes recommended, though a skillful use of the flame and stirring with the melt bar will serve the purpose. Salt or borax is a good flux.
Preheating is very necessary in treating cast iron. Heat all of the casting to dull red, or as much as is necessary to prevent cracking. Coke or gas fire is cheapest if there is much welding to be done. Slow cooling is just as necessary as preheating. Annealing may even be necessary to adjust the strains.
Wrought iron requires less care in preheating, though this cannot be neglected. The melt bar is soft iron. Pure iron is sticky and not very fluid. For this reason the softened metal can be stirred into place with the end of the melt bar. It is a good thing to hammer and work wrought-iron joints while cooling so as to build up the structure that the melting has destroyed.
Steel also works well with this flame. The metal becomes soft but does not run. It burns easily in excess of oxygen. Cave1 states that auto frames can be welded from beneath with the high-pressure torch, because the melted steel adheres well and is spread wherever wanted by the flame. He recommends commercial soft-steel wire for the melt bar. Low-carbon, open-hearth steel is best for the melt bar, because on cooling it is more liable to retain its strength.
Steel welds should also be hammered if possible on cooling, and then annealed. Even then a high-carbon steel will suffer severely within the heating radius. The weld joint can be reinforced, but the heat always extends beyond the reinforcement. In spite of reinforcing, working, and annealing, high carbon and tool-steel joints will lack strength and the elastic limit will be lowered.
Heavy copper articles are seldom welded with this flame, though the results are just as good as by electricity. Because of high heat conductivity a larger flame or more time is needed, and because of the rapid oxidation an excess of acetylene must be maintained in the flame.
Working is very necessary in the case of drawn and rolled copper, in order to restore the structure; but it would be well for the operator to determine whether the copper is cold-short or hot-short before hammering, otherwise he may fracture the weld.
1 Iron Age, Sept., 1909.
Brass is a special problem. The hot flame begins to volatilize the zinc of the alloy before the melting point is reached. Hence some covering or reducing flux should be used, such as powdered, fusible silicates, borax, glass, etc. The flux melts and covers the surface. Bronze needs similar treatment.
Aluminum is also troublesome because it becomes pasty, and when finally liquid will oxidize rapidly. As soon as the metal at the joint softens it is added to from the melt bar, and the pasty metal is then worked into the seam or patch with an iron spatula. Pasty aluminum can be manipulated like solder. • When the joint cools it will be as strong as the body of the piece, if properly worked. If not properly worked, layers of the oxid film will be enclosed in the joint and will weaken it. This film will easily come to the surface with working.
Preheating is very important because aluminum also conducts heat very rapidly. Slow cooling of castings is necessary to prevent tension and cracking. Hammering will give a dense, tough structure, but the operator must beware not to hammer aluminum between 600 deg. Cent, and 655 deg. Cent., the melting point, because it will crumble under the hammer.
Other metals and alloys can be welded, and will be in the future as this process becomes better known. In automobile and machine repair shops a great variety of new alloys are constantly coming up, and the repair man finds that each requires individual treatment, both in handling the flame and in the use of fluxes. As this flame has a possible heat of over 3000 deg. C, it can be toned down to any desired intensity by the use of air in some excess, though at lower temperature it will be increasingly oxidizing.
Similarly, two different metals may be welded, provided their melting points are not more than 500 deg. Cent, apart and provided they will form an alloy. Metals of widely separated melting points will also weld, but the joint may be uncertain. Metals that will not alloy, as iron and zinc, make a poor weld. If one metal is crystalline and the other not, the weld will be poor, as with steel and wrought iron. But in contradiction to this general statement, Cobleigh4 mentions a case where pieces of steel and copper were welded on a piece of cast iron. It looks as though skilled labor will soon be able to weld almost any metals or alloys that will melt.

Fig. 45. - Diagram of high pressure oxy-acetyiene system, using storage tanks.
There appear to be no limits to the sizes of work this flame can weld. Plates of No. 20 gauge can be butt-welded, while cast iron 14 inches thick has been joined. Large work is commonly chamfered or beveled at about 45 deg. angle to ensure equal melting. When plates are butt-welded, the Linde Air Products Company2 recommends spreading the far ends of the plates 2 1/2 per cent, of their length, as shown in figure 46. This, because . the cooling and shrinking of the metal at the weld constantly draws the plates together. The strongest weld can be obtained by beveling both edges and welding both sides of the plate (Fig. 47).

Fig. 46. - Showing adjustment of plates for welding.
Per cent, of their length, as shown in figure 46. This, because . the cooling and shrinking of the metal at the weld constantly draws the plates together. The strongest weld can be obtained by beveling both edges and welding both sides of the plate (Fig. 47).
Fig. 47. - Correct bevels for strong weld.
1 Iron Age, Jan. 7, 1909.
2 Catalog C.
Although you are sure you have the correct mixture in your flame, examine your work from time to time. If the metal hardens with a spongy or scaly structure, it is burnt and you have too much oxygen.
Always add about one-third thickness of metal to the weld to gain an equal strength. If it is necessary to machine down the joint to unit thickness, you need not count on more than 75 per cent, strength for that joint, though it may run as high as 95 per cent.
As with all melt-welds, the oxy-acetylene weld is benefited by annealing and the elasticity partly restored.
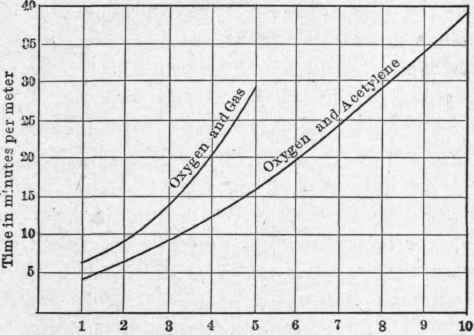
Thickness in mm.
Fig. 48. - Diagram of comparative welding with gas and acetylene (L. L. Bernier).
Adaptability
As already stated, this process is essentially a repair welding process. We have a very hot flame which we can adjust easily along a large range of sizes. The flame can be turned on or off at will and can be carried into any corner of the work. The flame is practically a hand tool. For this reason the several firms promoting this process are selling easily portable apparatus for use in machine shops, shipyards, automobile repair stations, and manufactories where repair work is daily necessary. The Fore Shipbuilding Company, the Newport News Shipbuilding Company, the Pullman Car Company, National Tube Company, United States Navy Department, and many of the big machine shops of the country are using this process for both repair and stock welding.
Chemical and metallurgical laboratories can use the flame to advantage to get very high local heats. It is suggested that the flame may be adapted to assay work where the rock is very refractory. The cost and time needed to get a high heat in an assay furnace is often considerable. With this flame the expensive and fragile muffle might often be dispensed with.
The oxy-acetylene flame is now being used to weld steel tubes for bicycles, automobile frames, steel tanks and cylinders for carbonic acid, etc., angle iron, etc. Quite a bit has been written about the probability of acetylene-welded boilers displacing riveted boilers. Gas-welded boilers have been made, but as yet welded boilers are not recognized as safe, though there is no doubt they can be made so. Figures 50 to 57 show different kinds of repair and job work done by this process.
In the hands of skilled workmen the oxy-acetylene flame is a safe tool for repairing such ticklish work as boiler plates, steel containing-cylinders, steel tubing, etc. But on the other hand, tests of welds have sometimes shown that the metal was either fatally burnt or carbonized. It would be the height of folly to allow a green hand to repair a boiler with this flame. In France an eight months' apprenticeship is required before the workman is allowed to touch repair work. It is doubtful if acetylene welding will replace riveting for boilers or structural iron and steel where the strains are tensional. A good weld is much stronger and also quite a bit cheaper than a single-or even a double-riveted joint. But a riveted joint is of a definite known strength, and a weld may be porous and brittle under a good, smooth surface, and may be less than 25 per cent, strength.
Continue to:
My Books

