Tool Making For Amateurs. I. Kinds of Steel. Forge for Tool Making. Set of Useful Punches
Description
This section is from the book "Amateur Work Magazine Vol3". Also available from Amazon: Amateur Work.
Tool Making For Amateurs. I. Kinds of Steel. Forge for Tool Making. Set of Useful Punches
ROBERT GIBSON GRISWOLD
The art of tool making is one most valuable to the amateur worker, and should be practised whenever the opportunity presents. There are many special tools needed by the amateur that cannot be obtained in stores, and to have them made would entail quite an expense. Those that can be obtained are often very expensive and sometimes of inferior grade.
As to the selection of the steel, this is best deter mined by the use to which the tool is to be put. For instance, it would be a waste to use a high-priced steel such as Musket, Novo or Jessops for tools like centre punches, while for small, delicate tools whose use requires great care and delicacy of touch; the very best grades of tool steel should be used, as they last indefinitely.
Of the many grades of tool steel, the ordinary rolled bar will do for the heavy tools, but for lathe tools the better grades should be used. These are generally of such composition as to require a special treatment other than the simple water hardening process. The treatment of each steel will be taken up as its use is spoken of later on.
The ordinary tool steel, commonly spoken of as a high carbon steel, is best for making special shaped tools, as it submits readily to forging and can be readily worked with a file to shape before hardening and tempering. Under this head would come special forming lathe tools, dies, punches, etc. Whenever it is necessary to work the tool to shape by filing or turning, a steel of this class must be used, as grinding is the only operation that some of the special steels will submit to other than hammering while hot.
In the case of ordinary lathe tools, which are forged to shape and finished on an emery wheel, any of the special steels may be used, many of them being self-hardening, or air-hardening. These tools must not be hardened in water, as they will not stand it, generally cracking off completely, or else so far that the first touch breaks off the edge.
As a necessary requisite in tool making is a good heating furnace. this will be described first. In it all operations for forging, hardening or tempering may be easily performed. A coal fire is sometimes useful, and perhaps necessary for large pieces, but as the amateur rarely has such large tools to make, the gas forge here illustrated is far more cleanly, convenient and quicker. Its greatest advantage is the control feature. It may be made as hot as necessary, or just a low red heat may be maintained for a long period. It is free from disagreeable odors and noxious fumes, and the work may be seen at all times, which is practically impossible in a coal fire.
The illustration, Fig. 1, shows the furnace complete. The heater is an ordinary gasolene torch, such as is used by electrical repairmen and painters. The entire outfit should stand in a hollow tray of wood lined with asbestos paper \ in. thick, both on the bottom and sides.
The oven of the forge is made of fire-brick 1 1/2 in. thick. The bottom and top bricks are each 7 x l2 1/2 x l 1/2 in.; the two sides 3xl2xl 1/2 in. and the ends 3x4xl 1/2 in. One of the end bricks is trimmed to fit the end of the furnace oven and act as a door. The four uprights or corner pieces are made of 3/4 X 3/4 in. angle iron, which also serves for legs. One end, lower, of each leg is split and a foot turned over to serve as a lug to screw to the base. The other side of the split end is cut off. Through holes drilled in the angles, 1/4 in. rods, threaded at the ends and provided with nuts, pass and support the oven, as well as bind the bricks together. The top brick has a 2 in. hole cut in it near the front for the escape of the gases, while the lower brick has a similar hole at the rear for the entrance of the flame. This hole is covered by a pipe made of lire clay and baked, the section of which is shown at Fig. 1, d. A few holes or grooves may be cut in the under side of the brick, which will serve to give a hold for the plastic clay be-fore this pipe is baked on.
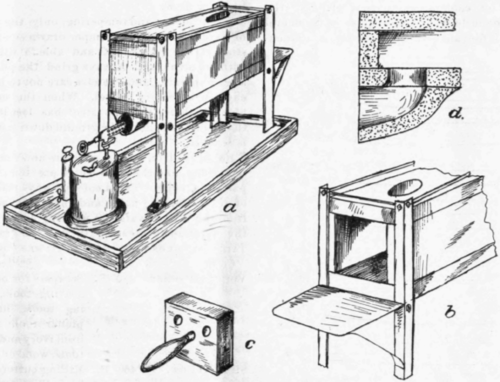
A small sheet iron shelf or hearth is fastened to the front as shown at b. The small door brick,c, is provided with a loose wooden handle which is inserted in a hole in the brick, an iron pin 2 in. in diameter having been driven into the handle for this purpose. Two peep holes are also bored in this cover through which the progress of heating may be observed. This door should fit loosely so that it will not bind when heated. Fire-brick can be readily cut with an old 6aw, and holes may be drilled with an old iron file fastened at one end, hardened and ground like a flat drill; this drill can be held in a bit brace.
Some small pieces of fire-brick should now be cut, upon which tools may be rested while heating, say 2 1/2 x l x l in., and a few 2 1/2 x l x l 1/2 in. These serve to hold the work off the floor so that it can be heated evenly all around. When a high temperature is required for forging, the piece may be placed over the hole in the rear where the flame will strike it direct.
An anvil should be provided nearby upon which the hammering can be done. While a heavy block of steel, mounted on a post planted n the ground, forms a fair anvil, it is better to make a pattern of wood and have it cast in iron, if steel cannot be had. The foundry will chill the face if asked. A good hammer and two pairs of tongs will be sufficient at first. A bucket of water should stand beside the furnace, as well as a small bucket of brine (salt water) and a can of fish oil for use in tempering.
Since the ordinary carbon steel presents less difficulty in working than the other varieties, we will consider its use first. In heating any steel, be careful not to over heat it, which is easily done. For forging, only a bright red heat is necessary for small tools. Too high a temperature burns the steel, and no subsequent treatment will repair the damage.
Continue to:
My Books

