On Tools Generally. Continued
Description
This section is from the book "Practical Mechanics For Boys", by James Slough Zerbe. Also available from Amazon: Practical Mechanics for Boys.
On Tools Generally. Continued
Bench Tools
Of bench tools, a 3-inch vise, various files, center punch, two hammers, round and A-shaped peons, hack saw, compasses, inside and outside calipers, screw driver, cold chisels, metal square, level, straight edge, bevel square, reamers, small emery wheel and an oil stone, make a fairly good outfit to start with, and these can be added to from time to time.
Everything in the machine shop centers about the lathe. It is the king of all tools. The shaper and planer may be most efficient for surfacing, and the milling machine for making grooves and gears, or for general cutting purposes, but the lathe possesses a range of work not possible with either of the other tools, and for that reason should be selected with great care.
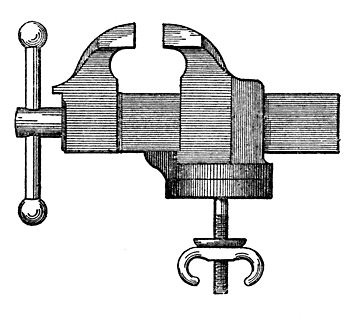 Fig. 9. Handy Bench Vise.
Fig. 9. Handy Bench Vise.
Selecting A Lathe
The important things about a lathe are the spindle bearings and the ways for the tool-holder. The least play in either will ruin any work. Every other part may be defective, but with solidly built bearing-posts and bearings, your lathe will be effective.
For this reason it will not pay to get a cheap tool. Better get a small, 6-inch approved tool of this kind, than a larger cheap article. It may pay with other tools, but with a lathe never.
Never do grinding on a lathe. The fine emery, or grinding material, is sure to reach the bearings; it matters not what care is exercised. There is only one remedy for this—overhauling.
 Fig. 10.—Combination Square.
Fig. 10.—Combination Square.
Combination Square
A tool of this kind is most essential, however small. It can be used as a try-square, and has this advantage, that the head can be made to slide along the rule and be clamped at any point. It has a beveling and a leveling device, as well.
 Fig. 11.—Uses of the Combination Square.
Fig. 11.—Uses of the Combination Square.
The combination square provides a means for doing a great variety of work, as it combines the qualities of a rule, square, miter, depth gage, height gage, level and center head.
 Fig. 12.—A Quick Adjusting Micrometer.
Fig. 12.—A Quick Adjusting Micrometer.
The full page illustration (Fig. 11) shows some of the uses and the particular manner of holding the tool.
Micrometers
Tools of this description are made which will accurately measure work in dimensions of ten-thousandths of an inch up to an inch.
The illustration (Fig. 12) shows an approved tool, and this is so constructed that it can instantly be changed and set by merely pressing the end of the plunger as shown.
 Fig. 13.—A Universal Bevel Protractor.
Fig. 13.—A Universal Bevel Protractor.
Protractors
As all angles are not obtainable by the square or bevel, a protractor is a most desirable addition to the stock of tools. As one side of the tool is flat it is convenient for laying on the paper when drafting, as well as for use on the work.
The protractor has a graduated disk, and is adjustable so it can be disposed at any angle.
 Fig. 14.—Universal Bevel Protractor,
Fig. 14.—Universal Bevel Protractor,showing its uses.
All special tools of this kind are serviceable, and the boy should understand their uses, even though he is not able for the time being to acquire them. To learn how they are applied in daily use is an education in itself.
Utilizing Bevel Protractor
Examine the full-page illustration (Fig. 14), and see how the bevel protractor is utilized to measure the angles of work, whether it is tapering heads or different kinds of nuts, or end and side surfacing, and it will teach an important lesson.
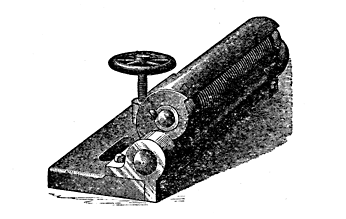 Fig. 15.—Grindstone Truing Device.
Fig. 15.—Grindstone Truing Device.
Truing Grindstones
Devices for truing up grindstones are now made, and the illustration (Fig. 15) shows a very efficient machine for this purpose. It can be applied instantly to the face of the stone, and it works automatically, without interfering with the use of the stone.
It is frequently the case that an emery wheel will become glazed, due to its extreme hardness. This is also caused, sometimes, by running it at too high a speed. If the glazing continues after the speed is reduced, it should be ground down an eighth of an inch or so. This will, usually, remedy the defect.
 Fig. 16.—Set of Tools and Case.
Fig. 16.—Set of Tools and Case.
Sets Of Tools
A cheap and convenient set of precision tools is shown in Fig. 16, which is kept in a neat folding leather case. The set consists of a 6-inch combination square, complete center punch, 6-inch flexible steel rule center gage, 4-inch calipers, 4-inch outside caliper with solid nut, 4-inch inside caliper with solid nut, and a 4-inch divider with a solid nut.
 Fig. 17. The Work Bench.
Fig. 17. The Work Bench.
The Work Bench
This is the mechanic's fort. His capacity for work will depend on its arrangement. To the boy this is particularly interesting, and for his uses it should be made full three inches lower than the standard height.
A good plan to judge of the proper height is to measure from the jaws of the vise. The top of the jaw should be on a level with the elbows. Grasp a file with both hands, and hold it as though in the act of filing across the work; then measure up from the floor to the elbows, when they are held in that position.
The Proper Dimensions
This plan will give you a sure means of selecting a height that is best adapted for your work. The regulation bench is about 38 inches high, and assuming that the vise projects up about 4 inches more, would bring the top of the jaws about 42 to 44 inches from the floor. It is safe to fix the height of the bench at not less than 34 inches.
This should have a drawer, preferably near the right-hand end of the bench. The vise should be at the left side, and the bench in your front should be free of any fixed tools.
How Arranged
Have a rack above the bench at the rear, for the various tools when not in use, and the rear board of the bench should be elevated above the front planks several inches, on which the various tools can be put, other than those which are suspended on the rack above.
The advantage of this is, that a bench will accumulate a quantity of material that the tools can hide in, and there is nothing more annoying than to hunt over a lot of trash to get what is needed. It is necessary to emphasize the necessity of always putting a tool back in its proper place, immediately after using
Continue to:
My Books

