How To Make A Small Electric Motor
Description
This section is from the book "The Boy Mechanic Vol. 1", by Popular Mechanics Co.. Also available from Amazon: 700 Things for Boys to Do.
How To Make A Small Electric Motor
The field frame of the motor, Fig. 1, is composed of wrought sheet iron, which may be of any thickness so that, when several pieces are placed together, they will make a frame 3/4 in. thick. It is necessary to layout a template of the frame as shown, making it 1/16 in. larger than the dimensions given, to allow for filing to shape after the parts are fastened together. After the template is marked out, drill the four rivet holes, clamp the template, or pattern, to the sheet iron and mark carefully with a scriber. The bore can be marked with a pair of dividers, set at 1/8 in. This will mark a line for the center of the holes to be drilled with a 1/4-in. drill for removing the unnecessary metal. The points formed by drilling the holes can be filed to the pattern size. Be sure to mark and cut out a sufficient number of plates to make a frame 3/4 in. thick, or even 1/16 in. thicker, to allow for finishing.
After the plates are cut out and the rivet holes drilled, assemble and rivet solidly, then bore it out to a diameter of 2-3/4 in. on a lathe. If the thickness is sufficient, a slight finishing cut can be taken on the face. Before removing the field from the lathe, mark off a space, 3-3/8 in. in diameter, for the field core with a sharp-pointed tool, and for the outside of the frame, 4-1/2 in. in diameter, by turning the lathe with the hand. Then the field can be finished to these marks, which will make it uniform in size. When the frame is finished so far, two holes, 3-3/8 in. between centers, are drilled and tapped with a 3/8-in. tap. These holes are for the bearing studs. Two holes are also drilled and tapped for 1/4-in. screws, which fasten the holding-down lugs or feet to the frame. These lugs are made of a piece of 1/8-in. brass or iron, bent at right angles as shown.
The bearing studs are now made, as shown in Fig. 2, and turned into the threaded holes in the frame. The bearing supports are made of two pieces of 1/8-in. brass, as shown in the left-hand sketch, Fig. 3, which are fitted on the studs in the frame. A 5/8-in. hole is drilled in the center of each of these supports, into which a piece of 5/8-in. brass rod is inserted, soldered into place, and drilled to receive the armature shaft. These bearings should be fitted and soldered in place after the armature is constructed. The manner of doing this is to wrap a piece of paper on the outside of the finished armature ring and place it through the opening in the field, then slip the bearings on the ends of the shaft.
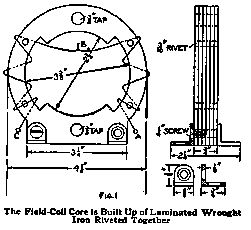
The Field-Coil Core is Built Up of Laminated Wrought Iron Riveted Together
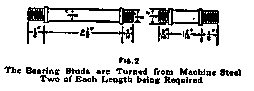
The Bearing Studs are Turned from Machine Steel Two of Each Length being Required
If the holes in the bearing support should be out of line, file out to make the proper adjustment. When the bearings are located, solder to the supports, and build up the solder well. Remove the paper from the armature ring and see that the armature revolves freely in the bearings without touching the inside of the field at any point. The supports are then removed and the solder turned up in a lathe, or otherwise finished. The shaft of the armature, Fig. 4, is turned up from machine steel, leaving the finish of the bearings until the armature is completed and fastened to the shaft. The armature core is made up as follows: Two pieces of wrought sheet iron, 1/8 in. thick, are cut out a little larger than called for by the dimensions given in Fig. 5, to allow for finishing to size. These are used for the outside plates and enough pieces of No. 24 gauge sheet iron to fill up the part between until the whole is over 3/4 in. thick are cut like the pattern. After the pieces are cut out, clamp together and drill six 1/8-in. holes through them for rivets. Rivet them together, and anneal the whole piece by placing it in a fire and heating the metal to a cherry red, then allowing it to cool in the ashes. When annealed, bore out the inside to 1-11/16 in. in diameter and fit in a brass spider, which is made as follows: Procure a piece of brass, 3/4 in. thick, and turn it up to the size shown and file out the metal between the arms. Slip the spider on the armature shaft and secure it solidly with the setscrew so that the shaft will not turn in the spider when truing up the armature core. File grooves or slots in the armature ring so that it will fit on the arms of the spider. Be sure to have the inside of the armature core run true. When this is accomplished, solder the arms of the spider to the metal of the armature core. The shaft with the core is then put in a lathe and the outside turned off to the proper size. The sides are also faced off and finished. Make the core 3/4 in. thick. Remove the core from the lathe and file out slots 1/4 in. deep and 7/16 in. wide.

The Assembled Bearing Frame on the Field Core and the Armature Shaft Made of Machine Steel
The commutator is turned from a piece of brass pipe, 3/4 in. inside diameter, as shown in Fig. 6; The piece is placed on a mandrel and turned to 3/4 in. in length and both ends chamfered to an angle of 60 deg. Divide the surface into 12 equal parts, or segments. Find the centers of each segment at one end, then drill a 1/8-in. hole and tap it for a pin. The pins are made of brass, threaded, turned into place and the ends turned in a lathe to an outside diameter of 1-1/4 in. Make a slit with a small saw blade in the end of each pin for the ends of the wires coming from the commutator coils. Saw the ring into the 12 parts on the lines between the pins.
Continue to:
More:
- How To Make A Table Mat Of Leather
- How To Keep Film Negatives
- How To Make A Crossbow And Arrow Sling
- How To Make A Brass Bookmark
- Electric Door-Opener
- How To Make An Equatorial
My Books

