How To Cast Chilled Cast-Iron Tools For Cutting Chilled Iron - How To Temper Taps Without Springing
Description
This section is from the book "Wrinkles And Recipes, Compiled From The Scientific American", by Park Benjamin. Also available from Amazon: Wrinkles and Recipes, Compiled From The Scientific American.
How To Cast Chilled Cast-Iron Tools For Cutting Chilled Iron - How To Temper Taps Without Springing
How To Cast Chilled Cast-Iron Tools For Cutting Chilled Iron
Make a tool of the required shape out of wrought iron, then cast the chilled part, using charcoal-iron No. 5.
How To Prevent Cutters And Reamers From Cracking When Being Hardened
Drill a small hole from the side to meet the large one at its enclosed termination.
How To Ease Hardened Dies That Fit Too Tightly
Supply them with very fine emery and oil, and work them backward and forward in their place along the travel.
How To Renew Worn-Out Dies
Slightly close the holes by swaging, fill the clearance-holes with Babbitt-metal, and recut them with the hub.
Grinding Gravers
Gravers should be ground on the end only, and not on the sides of the square, except when applied to brass-work.
Chipping Hammers
These should weigh about 1 3/4 lbs., and have handles 15 inches long.
How To Grind Carpenters' Plane-Irons
The angle of a plane-iron should be about 25°.
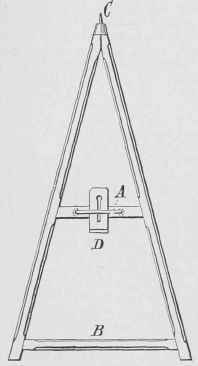
Device For Grinding Plane-Irons
How To Angle Face Of Planes Of Plane Irons
For soft wood, 50°; for mahogany, 50°; for soft wood for mouldings, 55°; for hard wood for mouldings, 60°. With this device, one man can both turn the stone and grind the tool much more accurately than by holding it in his band.
A is a piece of spring-steel, 8 inches long, bent at each end, with thumbscrew. You grasp the holder with the left hand at B, sticking the point, C, into a board or the wall, at such a distance from the stone as to bring the iron, D, in the right position on the stone. By raising or lowering C, the bevel is regulated.
How To Make Scrapers
Old files which have never been recut make excellent scrapers.
Use Of Scrapers
All work should be fitted as nearly true as possible before being scraped with the fiat scraper, which is intended for flat surfaces only. For hollow work, curves, etc., the half-round scraper is the best, the three-cornered being the least efficient of all scrapers.
Finishing Taps And Reamers
The forgings are got out in the usual way, left to anneal, centred, and turned just sufficient to remove the scale. Then anneal again, and turn down to within 1/32., inch, or less, of finishing size. Anneal once more, and finish in the lathe. If not sprung in turning, the tap or reamer will come out all right when hardened. This has been tested successfully with taps from 1/2 inch in diameter and:! inches long up to those of 1 inch in diameter and 2 feet long.
Tempering Taps
The squares of taps should be tempered to a blue.
How To Temper Taps Without Springing
Forge the tap with a little more than the usual allowance, being careful not to heat too hot, nor to hammer too cold. After the tap is forged, heat it and hold it on one end upon the anvil. If a large one, hit it with the sledge; if a small one, the hammer will do. During this operation, the tap will give way on its weakest side and become bent. Do not attempt to straighten it. On finishing and hardening the tap, it will become perfectly straight.
Continue to:
My Books

