Shapes Of Boring-Tools
Description
This section is from the book "Wrinkles And Recipes, Compiled From The Scientific American", by Park Benjamin. Also available from Amazon: Wrinkles and Recipes, Compiled From The Scientific American.
Shapes Of Boring-Tools
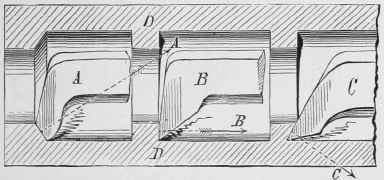
The pressure on the cutting edge of a tool acts in two directions, the one vertical, the other lateral. The downward pressure remains at all times the same; the lateral pressure varies according to the direction of the plane of the cutting edge of the tool to the line or direction in which the tool travels: the general direction of the pressure being at a right angle to the general direction of the plane of the cutting edge. For example, the lateral pressure, and hence the spring of the various tools, shown in the cut, will be in each case in the direction denoted by the dotted lines. D is a section of a piece of metal requiring the three inside collars to be cut out;
Lateral Pressure Of Tools
A, B, and C are variously shaped boring-tools, from which it will be seen that A would leave the cut in proportion as it suffered from spring, which would increase as the tool edge became dull, and that the cut forms a wedge, tending to force the tool toward the centre of the work. B would neither spring into nor away from the cut, but would simply require more power to feed it as the edge became dulled; while C would have a tendency to run into the cut in proportion as it springs; and as the tool edge became dull, it would force the tool-point deeper and deeper into the cut until something gave way. Now, in addition to this consideration of spring, we have the relative keenness of the tools, it being obvious at a glance that (independent of any top rake or lip) C is the keenest and A the least keen tool; and since wrought-iron requires the keenest, cast-iron a medium, and brass the least keen tool, it follows that we may accept, as a rule, C for wrought iron. B for cast-iron, and A for brass-work. In Fig. 2, B represents a section of the work, No. 1 represents a boring-tool with top-rake, for wrought-iron, and No. 2 a tool without top-rake, for brass-work, which may be also used for cast-iron when the tool stands a long way out from the tool post or clamp, under which circumstances it is liable to jar or chatter. A tool for use on wrought-iron should have the same amount of top-rake, no matter how far it stands out from the tool-post; whereas one for use on cast-iron or brass requires to be the less keen the further it stands out from the tool-post. To take a very smooth cut on brass-work, the top face of the tool, shown at 2 in Fig. 2, must be ground off, as denoted by the dotted line.
We have now to consider the most desirable shape for the corner of the cutting edge. A positively sharp corner, unless for a special purpose, is very undesirable, because the extreme point soon wears away, leaving the catting qualification of the tool almost destroyed, and because it Leaves the work rough, and can only be employed with a very fine feed. It may be accepted as a general rule that, for roughing cuts, the corner should be Sufficiently rounded to give strength to the tool-point; while, in finishing cuts, the point may be made as round as possible without causing the tool to jar or chatter. Now, since the tendency of the tool to jar or chatter depends upon four points, namely, the distance it stands out from the tool-post, the amount of top-rake, the acuteness or keenness of the general outline of the tool, and the shape of the cutting corner, it will he readily seen that judgment is required to determine the most desirable form for any particular conditions, and that it is only by understanding the principles governing the conditions that a tool to suit them may be at once formed. In Fig. 3 will be found the various forms of boring-tools for ordinary use. No. 1 is for use when the conditions admit of a heavy cut on wrougbt-iron. No. 2 is for use on wrought-iron when the tool stands so far from the tool-post as to be necessarily subject to spring. No. 3 is to cut out a square corner at the bottom of a hole in wrought-iron. No. 4 is for taking out a heavy cut in cast-iron. No. 5 is for taking out a finishing cut in cast-iron when the tool is proportionally stout, and hence not liable to spring or chatter; the point being flat, the cutting being performed by the front corner, and the back part being adjusted to merely scrape. No. 6 is for use on cast-iron under conditions in which the tool is liable to jar or spring.
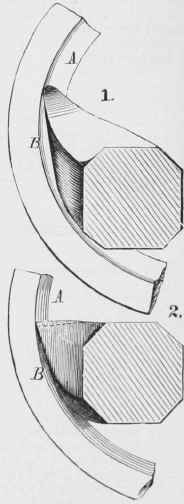
Fig .2

Fig. 3.-Various Forms Of Boring-Tools
Continue to:
My Books

