The Stock Line And The Top Of The Furnace
Description
This section is from the "Blast Furnace Construction In America" book, by J. E. Johnson, Jr.. Also see Amazon: Blast Furnace Construction In America.
The Stock Line And The Top Of The Furnace
In this region the influences of chemical activity and temperature are greatly reduced over what they are in the lower portions of the furnace, but the lining is exposed to another form of attack which has proven almost as difficult to resist as that in the hearth and bosh.
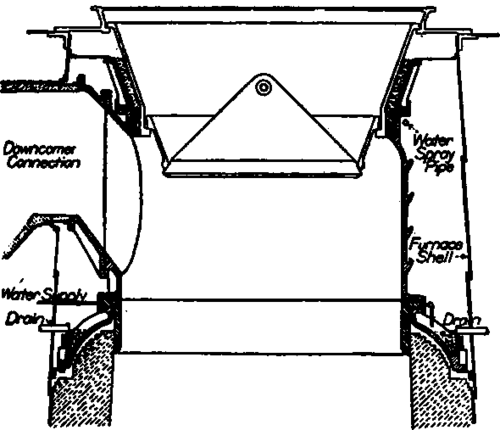
Fig. 169. Broden-Roberte stock line protection.
This is the abrasive action of the stock as it is dumped from the conical bell into the furnace. The charge of coke in a modern furnace is from six to twelve thousand pounds, and in the best modern practice this is an extremely hard dense coke. In practically all cases also the limestone is in the form of lumps; sometimes this is crushed to go through a three or four-inch ring, but in many cases lumps which would scarcely pass through an eight-inch ring are tolerated, such lumps weighing up to twenty pounds or more.
When the bell opens these slide off its steeply inclined surface and strike violently against the lining at the stock line. In some cases also a considerable portion of the ore consists of hard lumps, some forms of ore having not only a high specific gravity, but also a degree of hardness comparable to that of granite, though these conditions are not usual in most present practice. These materials with their hard and abrasive nature impinging on the stock line at a rate varying from one to two thousand tons per day cannot fail to exercise a destructive effect upon any brickwork used for the lining, and as a consequence many forms of metallic protection have been used for this portion of the furnace.
The earliest form of protection known to me was angles of cast iron, six inches square on the face, six by nine inches in the body, by one inch thick. These were laid in fireclay on top of a course of brickwork, and another course of brickwork six inches thick built on top of them, then another row of angles was inserted, and so on. This armor extended for some eight or nine feet vertically in the furnace from a point two or three feet above the stock line to one seven or eight feet below it.
These after many years' trial proved to be unsatisfactory. The ends of the plates would break off and the protection of that area would be lost, but more serious still, cast iron swells when repeatedly heated and cooled through certain temperature ranges, and these are ranges which exist at the top of many furnaces.
It is probable, moreover, that a graphitization of the carbon in these plates occurs in consequence of their long heating, and this also is accompanied by swelling which tends to disintegrate the structure of the angle. Moreover, this swelling took place unequally at different points around the circumference of the furnace and the top of the brickwork was not only pushed up to an objectionable extent by the action but also at some points more than at others.
At other times and plants steel mantles or circular shields slightly smaller than the brickwork were hung inside the furnace at the stock line, but these failed because while the temperature at that point is not normally high enough to affect the structure of wrought iron or steel, it is high enough to cause those materials to warp very extensively in course of time, and if these mantles warped at all they must go inward since the brickwork close outside them prevented them from warping outwards. Such irregular projections of portions of the mantle into the furnace utterly destroyed the regularity of the stock line upon which the proper filling of the furnace depends, and brought about the very conditions which the mantle was introduced to avoid.
Cast-iron or steel rings built up of segments were tried at some plants. These were built into brickwork practically like a course of iron or steel bricks at intervals of two or three feet vertically, but as the stock has a considerable outward velocity as it leaves the bell these did not prevent it from cutting into the brickwork between them, and they, therefore, failed to fulfil the purpose for which they were intended.
I have never used these myself and I do not know of any case where they have been continuously used by any one plant for a long series of years.
One of the earliest successful means of solving this troublesome problem was an adaptation of the old cast-iron angles, first made so far as known to me, in 1903 or 1904, at the plant of the Longdate Iron Company.
After realizing the uselessness of the cast-iron angles, the suspended mantles, and various other schemes, it seemed likely that wrought iron being much lower in carbon than the cast iron, would be free from the tendency to grow by repeated heating and cooling, and would have also the physical strength needed to prevent breaking off the exposed portions of the plates in service. It would also be free from the liability to extensive warpage which had destroyed the steel shields because the individual angles, six inches square on the face, would have between them spaces of an eighth of an inch or so at the closest, and these spaces providing room for individual expansion would prevent objectionable warpage which was the result of the cumulative expansion of a considerable area of the mantle as a whole.
Accordingly a trial of such angles was made. These were made of three-quarter inch by six-inch wrought iron, six inches square on the face, six inches by nine on the portion built into the brickwork, and were successful far beyond our highest expectations. Instead of being compelled to reline the top of the furnace at the end of every campaign, as had previously been the case, a furnace would make two or three campaigns without disturbing the upper portion of the lining.
Continue to:
My Books

