The Machine Shop. Part 8
Description
This section is from the "The Construction Of The Modern Locomotive" book, by George Hughes. Also see Amazon: The Construction Of The Modern Locomotive.
The Machine Shop. Part 8
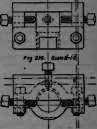
Then it is placed between the lathe centres, that at the loose headstock end being a cone to fit the prepared opening of the cap seating 2711. Then the end of the casting 2710 is simply faced and turned up, so that it will fit a cone plate and run true in it, enabling the inside of the chamber to be got at. After it has been set in the cone plate the cap seating 2711 is threaded, and then a longer tool put in, and the seating for the cone 2713 is bored and threaded, and also that for the combining cone 2714. Then a guiding plug is screwed in flush up against the seating for 2713, which extends to the face of the seating for 2724, and a boring bit is passed through, which finishes the seating for the steam cone 2715.
This chamber is now finished, and the casting is taken out of the lathe, Fig. 296 remaining on, the guiding plug is removed, and a bolt is inserted in its place, to which is attached the centre plate, Pig. 295, which is adjusted by the set screws, the projection A entering the casting flush, and B the cone plate, which enables the back-pressure valve seating to be faced. C is a clearance space for the union with the ejector steam pipe, which is attached to the injector on the left-hand side only of the engine. The backpressure valve seating 2717 is that subject to the most wear and tear, and many old injectors would have short lives but for bushing, which has to be carefully and accurately done. In all new injectors provision is now made for an increased life of this seating, by extending the height of the casting at this point about 6 mm. or 8 mm., which, after wearing to the usual limits, can in the end again be bushed. The speed for all brass turning is 70 feet to 80 feet per minute.
All threads of every description are produced by Barrow's patent screwing machine, with one single exception, the reversing screw, which is still out in the lathe. The following is the range of work for the largest machine: - Brake screws 1¾ inch diameter, « inch pitch, square thread; shackle screws, 1« inch diameter, ⅜ inch pitch, round thread: damper rod screws, 1 inch diameter, ¬ inch pitch, square threads and all sizes of bolts between 1¬ inch and 2¾ inches diameter. A second size screws all those from ⅞ inch to 1¬ inch, and these two machines will also, by means of plain dies, take a surface cut of the material before screwing, besides cutting and forming their own dies, by the aid of an end milling cutter, tap, and a taper milling cutter. A third size produces those below ⅞ inch and nothing Iess than ⅜ inch. The speed may be taken for, say 1 inch bolts, at eighty revolutions per minute. All sizes of nuts are tapped at the well-known quadruple tapping machines.
It was considered convenient to give the various speeds and feed when dealing with the individual operations, but for a compact reference the appended table may be useful, as it represents the average practice. It should be studied in conjunction with the conditions, and all-round difficulties which turn up in every machine shop. It is certainly possible to work at higher rates in some cases; but then the questions of tool economy and wear and tear of the machines come into consideration.
Table Of Speeds, Feed, Etc
Material. | Object | Operation. | Speed Feet per minute. | Feed. Inches per minute. | Remarks. |
Mild steel.. .. | Crank and straight axles | Turning | 22 | ⅜ to « | |
Steel castings and higher grade | Wheels and tires | Do | 16 to 18 | Feed according to grade. | |
Cast iron .. .. | Cylinders | Boring | 11 | 1/10" and ⅛" per revolution. | |
Brass .... | Finishers generally | Turning | 70 to 80 | ||
Mild steel .. .. | Various | Twist drilling | 20 to 30 | 1 to1« | |
Cast iron .. .. | Cylinders | Drilling, tapping | 40 | 1« | |
Steel coating .. | Hornblocks | Planing | 21 | .. | |
Mild steel .. .. | Slide bars | Do. | 21 | .. | |
Brass - -- | Axle-boxes | Do. | 25 | 1/16" per stroke. | |
Cast iron .. .. | Cylinders | Do. | 18 to 20 | .. | |
Mild steel .. .. | Frames | Slotting | 8 | ¾ | |
Do. .. .. | Inch bolts | Screwing | 20 |
Continue to:
My Books

