(II.) The Flange Joint. Part 5
Description
This section is from the book "Plumbing And Household Sanitation", by J. Pickering Putnam. Also available from Amazon: Plumbing and household sanitation.
(II.) The Flange Joint. Part 5

Fig. 505.
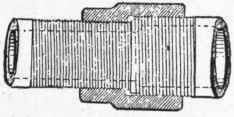
Fig. 506.
(6) The Inner Ring Screw Joint. In Fig. 505 a simple form of screw joint is shown, having as its object better resistance against pressure. The novel feature is the use of a small metal ring inside the two ends of the pipes, where the joint is formed in connection with a packing ring of suitable material. The end of the pipes are drawn together by means of a separate threaded ring or rings. The inside metal ring is bevelled slightly on the two edges, and the inner edges of the pipe ends are bevelled to correspond, so that the ring can only extend a little way into the pipes. By screwing the two ends of the pipe together, the packing is compressed against this inner ring and the joint is formed.
This complication is unnecessary, as plain screw joints are now made which offer as smooth an interior surface as this, and in a much simpler and better manner.
Fig. 506 shows what we have called "the outer ring screw joint." It differs from the ordinary coupling ring or collar, in having the ends differentially threaded to correspond with similar threading in the pipes. In other words, the pitch of screw threads on each of the pipe ends is different. When the collar is turned round it advances more quickly on one pipe than on the other, thus causing the pipes to approach each other, and come into tight contact.
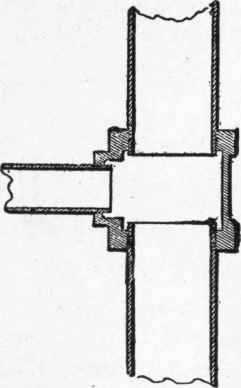
Fig. 507.
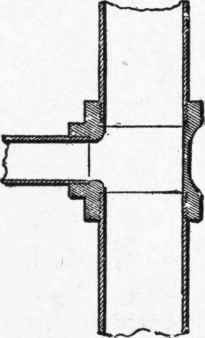
Fig. 508.
The Plain Screw Joint.
Fig. 507 represents the ordinary screw joint as used by steamfitters for wrought iron pipe work.
Figs. 508 to 512 show an improved screw joint formed with a view to forming a smoother connection between the pipes. It will be seen that, with the ordinary steamfitter's screw joint interior depressions are left when the pipe is screwed up, which will collect sewage. In this system, however, the fittings are tapped with a shoulder, so that when the pipe is screwed home its interior and that of the fitting form a practically continuous line. A small recess only is left between the end of the pipe and the shoulder, depending upon the closeness with which the pipes are screwed up in practice. The thread is cut slightly tapering, and about eight threads per inch on pipes of from two to six inches in diameter. The threading is done on powerful tapping machines.
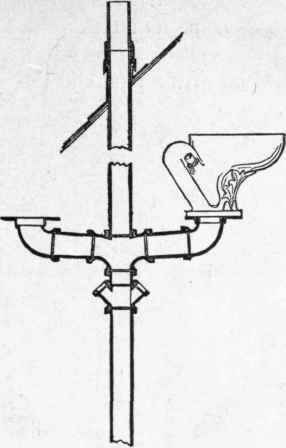
Fig. 509.

Fig. 510.
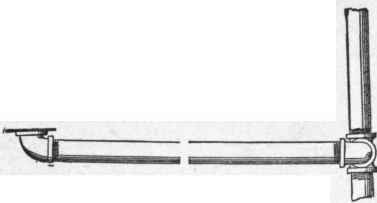
Fig. 511.
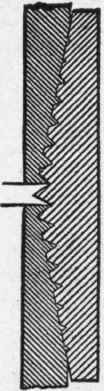
Fig. 513.

Fig. 514.
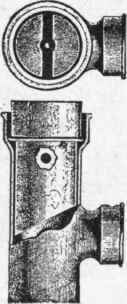
Fig. 515. Fig. 516.
There is an advantage and a disadvantage in the taper threading. In Fig. 513 is shown on a large scale, somewhat exaggerated for clearer illustration, a threading gradually tapering until it vanishes at the exterior of the pipe. The strength of the pipe is maintained by this method of tapering, and all the threads have a bearing, but it prevents any adjustment in length of the pipes when setting up. Fig. 514 shows the ordinary threading. The pipe here, being weakened by the full depth of the threading, is liable to crack at the points shown in the drawing, and only a certain number of threads do the work of the whole. The wrought iron pipes are screwed into the couplings or fittings by means of chain-tongs, on which a man can exert a powerful leverage, thus securing, with the aid of a paste of white and red lead and oil, a perfectly tight joint. The pipes are cut and fitted at the factory by preference, or on the premises if necessary. The bends, branches and other fittings used with the straight lengths of wrought iron are constructed of cast iron.
In cases where it is necessary to disjoint wrought iron piping, one of the fittings has to be broken and the wrought iron straight piece adjoining can then in some cases be unscrewed. There is less danger of accidentally cracking more than one piece of pipe than is the case with ordinary lead calked cast iron bell and spigot pipes. On the other hand, the cutting of cast iron pipes for alteration is easier than that of wrought iron. Wrought iron pipes require costly machinery for proper cutting and threading, and the lengths must be measured accurately and put together by skilled mechanics. The joint, moreover, has not the slight amount of flexibility of setting which is a merit with the hub and spigot type. It does not allow the pipe or fitting to be canted slightly in any direction for convenience in connecting up.
Figs. 515 and 516 represent a sanitary device for filling the idle ends and branches of sewer and water pipes.* It does away with the ordinary sediment chamber in these "dead ends" in the manner shown in the drawings, and is an excellent fitting. Sediment in these "dead ends" corrodes the ordinary clean out cap, creating in effect a rigid rust joint, so that the cap cannot be removed when desired.
*The invention of Mr. David Craig, Plumber, of Boston, Mass.
Continue to:
My Books

