Preparing Wiped Joints
Description
This section is from the book "Practical Up-To-Date Plumbing", by George B. Clow. Also available from Amazon: Practical Up-To-Date Plumbing.
Preparing Wiped Joints
One objection that is often raised to wiped joints is that they are too expensive, and require a large quantity of solder. Another is that they take up too much time, and when they are made they are said to be ugly, and have been described as a "ball of solder round a pipe." It seems very unfortunate that plumbers' work should be judged by its worst specimens, but, probably, this course of action is justified by the principle that the strength of the chain is limited to its weakest link. There is no doubt that if joints are carefully prepared and properly wiped the above objections would be groundless, and that for good substantial work there is no other kind of joint that is more suitable for the purpose.
In the process of making wiped joints no part is no important as the preparation. A joint may be wiped as nicely and as regularly as possible, but if the ends are not properly prepared and fitted, it will very often happen that the joint will leak by sweating, as it is called, the solder is generally supposed to be the cause, but more often it is the fault of the imperfect preparation of the ends of the pipe. We will suppose, for instance, an upright joint on an inch service pipe. Fig. 229 is a sketch showing the way a joint of this kind is usually prepared. Very often one end barely enters the other, no care is taken to see that the ends fit properly together, and any space that may be left between the two ends is closed up with a hammer. As to shaving inside the socket end, this is thought quite unnecessary, if not a fault, for some think if the socket end is shaved inside, it will induce the solder to run through and partly fill up the pipe. There is no doubt it would do so if the ends do not fit; but that is just the thing that is most important, not only as regards the solder getting inside the pipe, but on it depends, to a very large extent, the soundness of the joint.
The general idea is that if the two ends of a pipe are shaved and placed together, and a piece of solder stuck round them, that is all that is required to make a joint. If the solder is not so fine as it ought to be, it is the cause of most of the leaky joints, and very often the joints are found broken right across the center, more especially in the case of joint on hot-water, service, and waste pipes. It has been remarked that the solder is generally blamed for all the failures. It is either too coarse or too cold, or else it must have got a piece of zinc in it. Otherwise, if the joint is made to brasswork, it is that which has poisoned the solder. In short, everything gets blamed except the right cause.
It must not be supposed that joint-wiping can be taught by books. This can only be accomplished in the workshop or on a plumbing job. But as practice is very often greatly assisted by precept, probably a few hints on the matter of joint-wiping will be helpful to many who have not the opportunities to gain a very large or varied experience. In preparing a joint similar to the one mentioned, after the two ends are carefully straightened, the spigot, or what is generally called the male end, should be first rasped square, and then tapered with a fine rasp quite half an inch back from the end. A fine rasp is mentioned because the rasps that are used by many plumbers are far too coarse to properly rasp the ends of pipes. Generally the very coarse rasps are used, it is difficult to say why, except it is that they are cheaper than the fine rasps, but if the advantages of a fine rasp be taken into account, the extra cost would not be considered.
When preparing the ends of the pipe, great care should be taken to avoid the raspings getting into the pipes, these cause no end of time and trouble when they get into valves and other fittings, after the pipes are filled with water.
As a rule, it is the back stroke of the rasp that throws the raspings inside the pipe, especially when the pipe is being rasped horizontally, or with the end of the pipe pointing upwards. If possible, when the ends are being rasped, they should either be pointing in a downward direction, or else the rasp should not be allowed to touch the pipe in its backward stroke. Some plumbers place a wad or stopper in the end of a pipe when it is being rasped; this is a very good precaution to take, providing it is not forgotten and left in the pipe. After the spigot end has been rasped, it should be soiled about six inches long, but no farther towards the end than an inch from the rasped edge. Sometimes the soiling is taken right up to the end, but this is not a good plan, because, if it is soiled over the rasped edge, the shave-hook does not always take the soil out of the rasp marks, a point which is most important; and as it is quite unnecessary to soil farther than the line of shaving, the soil at the end is quite superfluous. Many plumbers soil the ends before they rasp them with the same object in view, but this is not a good plan, because very often in rasping the ends, the end of the rasp is likely to scratch the soiling, making it necessary to touch up the soiling again.
If the soil is good it is an advantage to rub it, after it is dry, with a piece of carpet or a hard brush, a dry felt will do. This makes the surface of the soil smooth and more durable, and not so likely to flake off when the joint is wiped. The best soil is made from vegetable black and diluted glue with a little sugar, and finely ground chalk added. The proportion of the ingredients depends to a large extent on their quality. Lamp black and size are generally used, but if the black is not very good it is very difficult to make soil fit for use, it will rub or peel off and become a nuisance. Good soil, and a properly made soil pot and tool, are indispensable to a plumber who wishes to turn out a good quality of work. Any makeshift does for a soil pot with a great many plumbers. Some use an old milk-can or a saucepan. It is much better to have a good copper pot, with a handle. Most plumbers should be able to make a soil pot with a piece of sheet copper, otherwise a coppersmith would make one for a small sum. Before soiling the end of the pipe, it is always a good plan to chalk it well. This will counteract the effects of the grease that is nearly always found on the surface of new lead pipes. If the pipe is very greasy, it is still better to scour it well with a piece of card-wire before it is chalked and soiled. The scouring is not always necessary, but it is always best to carry a piece of card-wire in case of need.
When the end of the pipe has been properly soiled, it should be shaved the length required, that is, about half an inch longer than half the length of the joint, thus allowing half an inch for socketing into the other end. Grease, or "touch," as it is called by plumbers, should immediately be rubbed over the shaved part to prevent oxidation. The socket end of the pipe should now be rasped square and opened with a long tapered turnpin - a short stumpy turnpin is not a proper tool for this purpose, although many of this kind are used. After rasping the edge of the pipe, the rasped part should be parallel with the side of the pipe, as shown at Fig. 228. It is not at all necessary for the edge of the socket end to project, nor to reduce the bore of the pipe in the joint; but if the ends are prepared, as shown at Pigs. 229 and 230, it would be necessary to open the socket end an extraordinary width to get the same depth of socket, and then a much larger quantity of solder would be required to cover the edge, which would make the shape of the joint look ugly, and not make such a reliable joint either.
When the socket end is properly fitted, it should be soiled and shaved half the length of the intended joint. The inside of the socket should also be shaved about half an inch down and touched.
If the solder is used at a proper heat and splashed on quickly, so as to well sweat the solder in between the two surfaces where the ends are socketed, the joint is made, so far as the soundness is concerned, independent of the wiping or the form and shape of the solder when it is finished. In fact, if a joint is prepared in a proper manner, it would be sound in most instances if the solder was wiped bare to the edge of the socket end. Of course, it would not be advisable to do this, but still, a joint should and could be quite independent of the very large quantity of solder that is frequently used. But when a large amount of solder is seen on a joint, it can generally be taken for granted that the plumber that made it, when he prepared the ends, took great pains to close up the edge of the socket end to the spigot end so that it fitted tight, so tight was this edge, that it prevented the slightest particle of solder getting in between. The consequence very often is, that if the plumber is not quick at wiping the joint, and keeps the solder moving until it is nearly cold, or at least cold enough to set, the whole of the solder on the joint will be in a state of porousness, or, in other words, instead of the solder cooling into a compact mass, the continual moving of it by the act of wiping causes the particles, as they become crystallized by cooling, to be disturbed and partially disintegrated. The result is, that under a moderate pressure the water will percolate through the joint and cause what is generally termed "sweating." Very often it is rather more than sweating, it can more correctly be compared to water running through a sieve. Under some conditions it is not a very easy matter to prevent this sweating, especially if the solder is very coarse, or is poisoned by zinc or other deleterious matters. The great advantage of leaving the socket end open is, that if the solder is used at a good heat, as it always should be when it is splashed on, it runs into the socket at such a heat that, when it cools, it sets much firmer than that part of the solder which has been disturbed by the forming of the joint.
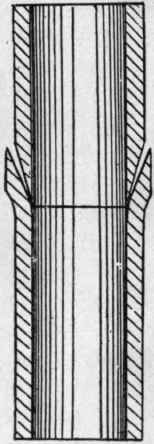
Fig. 228.
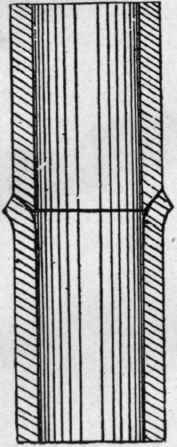
Fig. 229.

Pig. 230.
Continue to:
My Books

