Wiping Horizontal Joints
Description
This section is from the book "Practical Up-To-Date Plumbing", by George B. Clow. Also available from Amazon: Practical Up-To-Date Plumbing.
Wiping Horizontal Joints
In the making of wiped joints one of the greatest mistakes that is generally made is that of using too thin cloths. It is very difficult, if not altogether impossible, to make a good shaped joint with' a thin cloth. The joints shown at A and B in Fig. 231 are the kind of joint generally made with a thin cloth. By thin cloths are meant about five . thicknesses of moleskin or ticking. Ticking, however, is not nearly so suitable for the purpose as moleskin. Another objection to the use of thin cloths is their liability to get hot too quickly. Before the joint is finished it is almost impossible to hold the cloth on account of the intense heat. A cloth suitable to make a good wiped joint should consist of about eight thicknesses of moleskin. The width of a good cloth should be about an inch longer than the joint, and the length about the same or perhaps a little longer.
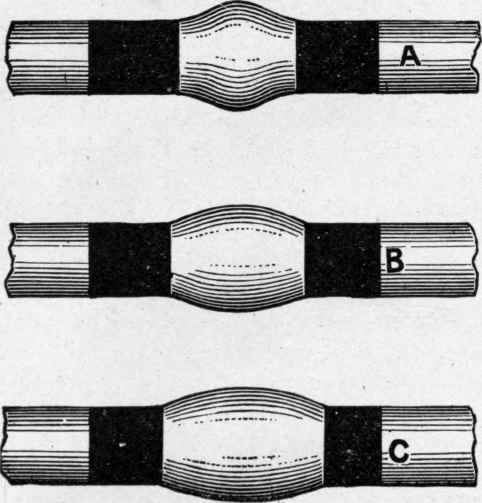
Fig. 231.
It will not be found a good plan to fold up the cloth out of one piece of material, as when the folds are at the sides, it is difficult to make the cloth bend as is required when in use. The better plan is to cut the cloth into pieces, of twice the length and exactly the same width as the cloth is required to be when finished. These should be folded once and then sewn together at the edge as shown in Fig. 232. To those who are in the habit of using thin cloths it will no doubt be found rather awkward at first to use thick ones, but a little practice will show that they are much more convenient to use and will turn out a better shaped joint as shown at C in Fig. 231. Thin cloths after they are hot get out of shape and give too much, with the result that the edges of the joint are often wiped bare. Another and very important advantage of thick cloths is that the joints may be made much lighter, as it does not necessarily follow that because a large amount of solder is used on a joint it is any more sound or stronger than a lighter one.
When the solder on the joint is at such a heat as to make it difficult to keep it on the pipe, it should be patted round with the cloth, and the surplus solder on the edges wiped off. The cloth should now be taken in the right hand, as shown in Fig. 233, and the wiping commenced at the back of the joint. While drawing the cloth upwards, the forefinger should be used to clean the edge nearest to it, after which the little finger should be used to clean the other edge. As soon as the edges are clean, the body of the joint can be formed with the middle of the cloth. Then take the cloth in the left hand, and pushing the surplus solder downwards, clean the outside edges of the joint with the fore and little fingers. Now take the cloth in the middle of the right hand, pressing equally with each finger so that the cloth touches the whole length of the joint, wipe round as far as is convenient with the right hand, then change quickly to the left hand and continue the wiping under the joint to the other side. It may be sometimes necessary to wipe the joint round this way two or even three times before it is smooth and clean, but it is much the better way to avoid wiping the surface more than is necessary. The sooner a joint is left alone after it is formed, the better it will be, both for looks and reliability. Wiping Upright Joints. When wiping an upright joint as shown in Fig. 234, it is better to proceed by stages than to try to wipe the joint all at once. The first stage is to pour on the metal and tin the joint, that is, cause a film of solder to alloy with the surface of the pipe.

Fig. 232.
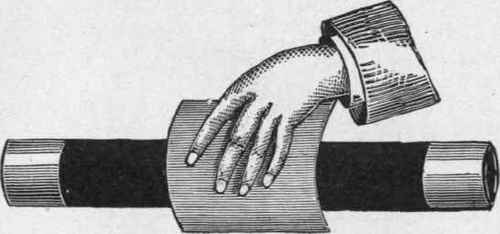
Fig. 233.
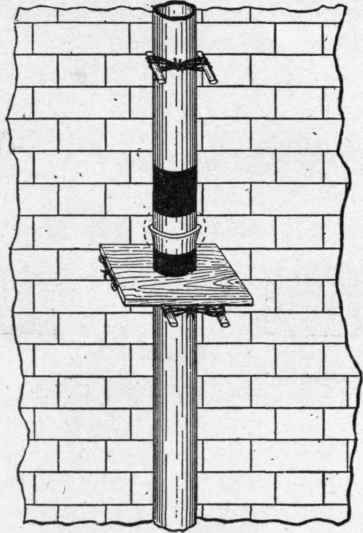
Fig. 234.
When the above described operation has been performed, the iron should be made hot, and the joint should be splashed by means of the splash-stick, until the pipe is hot enough and sufficient solder is on it to allow of the wiping cloth to be used. Great care should be used in melting the solder, if allowed to get red-hot the solder deteriorates. The soldering-iron should be heated to the right temperature and the bit filed clean and bright. The solder should first be splashed on the shaved portion of the pipe and then on about two inches of the soiled part at each end of the pipe. The cloth should always be held under the place where the solder is being splashed on, to catch the surplus solder. As the solder runs down the sides of the pipe and is caught in the cloth, it is pressed up against the pipe to keep up the heat and also to tin the pipe.
As soon as the pipe has been well tinned, the solder should be formed into the shape of a joint. Begin at the top of the joint, and with the hot iron in one hand and the cloth in the other, rub the iron over the solder on the joint and wipe round with the cloth quickly and lightly, working downwards until the joint is finished. When the joint has partially cooled, it may be cleansed and brightened by rubbing it over with tallow and wiping off with a clean soft rag.
Continue to:
My Books

