Joint Wiping. Part 4
Description
This section is from the book "Standard Practical Plumbing", by R. M. Starbuck. Also available from Amazon: Standard practical plumbing.
Joint Wiping. Part 4
When the branch is fitted as shown in two of the illustrations, solder has a much greater opportunity of working into the pipe than in work properly constructed.
It will be noted, also, that the amount of solder used on the joints in Fig. 15 is insufficient to afford the necessary strength to the joint.
As to the proper length of wiped joints, the practice varies greatly. For the smaller joints, however, a length of from 2 1/2 to 2 1/2 inches makes good looking work, and about 1 1/2 inches for a 4-inch joint.
Thus far, attention has been confined solely to the wiping of two lead pipes together. In addition to this there is a great variety of work such as shown in Fig. 16, that is, work in which lead pipe is wiped to various pieces of brass work. There is comparatively little to be said on this subject, as the principles employed are not different from those already considered.

Fig. 16. - Wiping of Brass Work onto Lead Pipes.
In wiping bibbs, soldering nipples, unions and couplings onto lead pipe, the pipe is flared at the end with the turn pin, and properly shaved. The brass piece is then set into the cup thus formed, and the lead beaten down to the brass. As far as shaving, soiling or pasting and greasing, the work is the same as that already considered. Before the brass work is ready to be set up and wiped, however, the end to which the joint is to be wiped, must be well tinned. The brass end is first filed off until a thoroughly clean, bright surface is obtained, and it is then tinned with a copper. This is a much better method than the common one of dipping the brass into the pot of solder, which always results in leaving in the solder more or less zinc which is present in the brass. The flux used in tinning brass work may be either rosin or tallow, or some prepared wiping flux. The latter is usually put up in boxes in the form of a paste, an advantage in its use being that it does not get onto the tools as rosin or grease does, which is kept loosely in the plumber's bag.
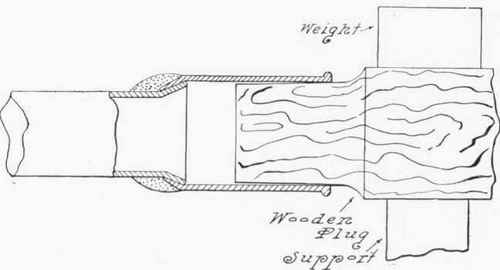
Fig. 17. - Supporting of Brass Ferrule for Wiping.
The wiping of brass ferrules is a very important feature, though bringing into use no additional principles.
In Fig. 17 is shown the ordinary method of holding the ferrule in position for wiping. A wooden plug of the desired length is driven into the hub end of the ferrule, and this may be supported either by the pipe holder or on any convenient support with a weight to hold it in position.
Several different forms of brass ferrules are shown in Fig. 18, and the various methods of preparing them for wiping.
Ferrule No. 1 is of the tapered pattern, the pipe fitting inside it. No. 2 is of the straight pattern, the pipe being swelled out at the end with the turn pin until it just fits the inside diameter of the ferrule. If the inside of the ferrule is thoroughly brightened, this makes a strong joint. No. 3 ferrule is a common pattern, with the pipe turned over to fit the taper of the ferrule, the joint being round. In these three connections, if the pipe were fitted outside, the end of the ferrule would present a shoulder which would act as an obstruction. Such a method would be considered very poor practice.

Fig. 18. - Wiping Brass Ferrules.
The method shown in No. 4 is an excellent one. The space between the pipe and the ferrule may be calked with paper.
Nos. 5 and 6 show a new form of ferrule in which a flange joint may be used. The flange joint is not only the easiest to prepare and wipe, but less solder is used on it than on the ordinary joint. In order that a flange may be obtained, the ferrule for 2-inch pipe must be cast somewhat different than the ferrule for 1 1/4- and l 1/2-inch pipe.
Nos. 9, 10, and 11 show 4-inch ferrules of different patterns. No. 11 is of the same general pattern as Nos. 5 and 6, a flange joint being used.
The 4-inch ferrule is usually wiped upright. It is a difficult joint for the beginner, the chief difficulty being in getting the work up to a proper heat. To facilitate this, the ferrule may be heated over a fire, or a bag of hot sand may be laid inside of it.
The glazing of wiped joints should be considered before leaving the subject. As soon as the joint has cooled just sufficiently to be firm, a ladle of semifluid solder is poured onto the joint, and as quickly as possible wiped off. If the metal is too hot it will melt the joint and destroy its appearance. Glazing must be done at exactly the proper time or it will not be successful. A glazed joint looks very bright and is unlikely to be porous.
If it is desired to give the wiped joint a mottled appearance the workman should blow upon it while it is cooling, and some workmen in blowing spit upon the joint with a sort of spray.
In addition to wiped joints, there are two other common joints, the cup joint and the overcast joint.
The cup joint is made very simply, by swelling the end of the pipe by means of the turn pin, setting the end of the other pipe into the cup, and filling the latter with solder by means of the soldering copper.
While this joint is not allowed on the plumbing system as a general thing, it is often used in connecting bowl cocks to lead supplies.
The hatchet copper may be used to advantage in making the cup joint, as it swivels and may be used on the back side of the pipe more handily than the common soldering copper.
The overcast joint is made in the shape of the wiped joint, but with the soldering copper. Most plumbing ordinances prohibit its use, as well as the use of the cup joint, but on work not regulated by ordinance, each is used to quite an extent.
The overcast joint may be rasped and filed into such form that it has an appearance similar to that of the wiped joint.
As previously stated, the making of wiped joints is a matter of considerable skill, gained by experience, and it may also be added that unless the workman keeps in practice, he loses the ability to do the work easily and well, although he soon regains the skill that he has lost.
Continue to:
My Books

