Chapter XIII. Lathe Work
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XIII. Lathe Work
The use of hand tools. Simple lathe work. Lathe centers. Care in reaming center holes. Locating the center. Use of the center square. Angle of centers. Lubrication of centers. Centering large pieces of work. Driving the work. Lathe dogs. The clamp dog. The die dog. The two-tailed dog. Lathe drivers. Using dogs on finished work. Clamp dog for taper work. Bolt dog. Methods of holding work that cannot be centered. Center rest work. Chuck work. Use of face-plate jaws. Lathe chucks. The Horton chuck. The Sweetland chuck. The Universal chuck. Face-plate jaws. A Horton four-jaw chuck. The Horton two-jaw chuck. A Cushman two-jaw chuck. Chucking cylindrical work. Inside chucking. Chucking. Chucking work supported in a center rest. Pipe centers. Mortimer Parker's improved forms of pipe centers. Spider centers. Ball-thrust pipe centers. Lathe arbors or mandrels. Kinds of mandrels. Expanding arbors or mandrels. Making solid arbors. The taper of an arbor. Hardened and ground arbors. The Greenard arbor press. Its advantages.
In the chapter on lathe tools the subject of hand tools was purposely omitted, as their use has greatly diminished during the past few years, with the possible exception of their employment on small bench lathe work and on some kinds of brass work, and much of the work formerly done with hand tools is now done in the regular operations on the turret lathe, the screw machine, and with forming tools on ordinary engine lathes.
Such hand tools as are still used in a limited degree will be referred to in the proper places in the following description of lathe work.
When the apprentice is first put to work on a lathe it will probably be the turning of a piece of shafting on centers, and his first duty will be to center it, that is, to drill and ream proper bearings for the center. If he is in a modern shop the old method of forming the center hole by means of a prick-punch and a hammer will not be tolerated. Neither will the practice which succeeded it, that of drilling a small hole and then spreading it out or countersinking it with the center punch. The hole was once drilled with a "fiddle-bow drill," which was later replaced by the geared breast drill, which is very convenient for some jobs but not a tool to drill a good center hole with.
Lathe centers should be accurately ground to an angle, at the point, of 60 degrees. Center grinding attachments are provided for this work (as shown in the chapter on lathe attachments), which will give a very perfect angle. Of course the center has been previously hardened so as to stand the wear of the revolving piece of work. Nevertheless there should be considerable care exercised in drilling and reaming the center hole so that it shall really fit the angle of the center. There are various ways of doing this. The most convenient way is to use for this purpose a combined drill and countersink shown at A in Fig. 208, which will drill the center hole and countersink or ream it to the proper angle. These are made of various sizes to adapt them to the diameter and weight of the work to be centered. At B is shown another and older form of center reamer which is made by turning up the tool to the proper angle and then cutting away the upper half so as to give a cutting edge.
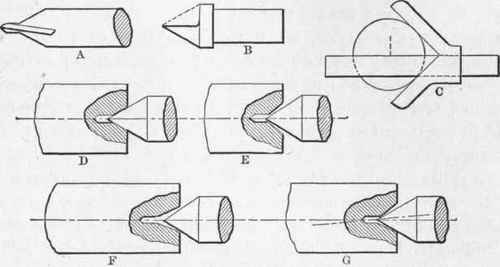
Fig. 208. - Centering Lathe Work.
The disadvantage of using this form is that two operations must be performed, that of drilling, and afterwards reaming or countersinking.
To center a piece of round material it may be first "scribed" by the dividers or the hermaphrodite calipers (a caliper having one regular caliper leg and one pointed one, similar to the leg of dividers), which are set approximately to the radius of the piece, and three or four arcs marked across the previously chalked surface, forming a small triangle or a square, within which the first prick-punch mark is made. This is followed by the drilling.
This may be more quickly done by a center square shown at C, Fig. 208, applying it as shown and scratching a line across the work, then turning the work about a quarter turn and scratching again in the same way. The intersection of these lines will be the center, which may then be marked with the prick-punch as before.
The use of a centering machine will much facilitate the work on small and medium sized work. In this machine the work is held in a self-centering chuck, mounted on a short lathe bed and holding the piece of work exactly in line with and in front of the center drill and countersink shown at A, and held in a chuck carried by the spindle of the machine which has a head-stock quite like that of an ordinary lathe, and the spindle adapted to slide forward in drilling the hole. By the use of this machine the center drilling and countersinking will be in accurate alignment with the axis of the work, and with this drill the angles will be correct, the work and the center appearing as shown at D, in the above engraving.
Should the form of a center reamer, or countersink, be too obtuse an angle the effect will be as seen at E, in which it is seen that the center bears only slightly near its point. It will thus be worn out of shape and quite naturally the axis of revolution will change.
If the angle of the center hole is too acute the lathe center will only bear at the edge of the hole, as shown at F, and the tendency will be to wear a crease around the center at this point, and the work will finally "run out," that is, the axis of revolution will change as in the last example.
Should the drill and countersink not be in line with the axis of the work the result will be as shown at G, and the work will not only run out of true in a little time, but the lathe center is likely to be spoiled.
The proper lubrication of tail centers is important, otherwise the pressure will create so much friction that the center will heat and "burn off." To prevent this some centers, particularly large ones, have an oil hole drilled in the point, which is left large enough for that purpose. This hole connects with one at right angles with it and opening beyond or outside of the end of the work, and through which oil may be introduced while the lathe is running, thus keeping the center always well lubricated. The plan is an excellent one on heavy work, or in fact on nearly all work in lathes of 24-inch swing and larger, and the larger the center the more benefit will be found in its application.


Fig. 209. - Lathe Dogs.
Continue to:
My Books

