Testing A Lathe. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Testing A Lathe. Part 4
To test the lateral alignment of the head spindle, a bar of the size of the ordinary lathe tool, with its front end bent to a right angle, and provided with a micrometer head, is placed in the compound rest as shown in Fig. 204, and the reading made in a manner similar to the last test. The lateral alignment of the tail spindle is tested in a similar manner, moving the carriage to the desired point.
To ascertain the accuracy of the center hole in the head spindle, we may use our micrometer at the end of the test bar A, as shown in Fig. 204, and by turning the spindle a quarter of a turn at each reading we may ascertain its accuracy with certainty.
The foregoing tests would seem to be sufficient to insure the correct boring of a job on this lathe. But it must not be forgotten that the error detected by the test, as shown in Fig. 204, will be doubled in boring a piece of work.
Therefore the best test of ascertaining the boring quality of the lathe will be by bolting a cast iron test piece to the face-plate, as shown in Fig. 205. A very light cut is taken off from the raised portions C, C, and measurements taken with the micrometer. This test for boring will be much more conclusive than attempting to actually bore a piece of work, owing to the difficulty of making any boring tool, held in a compound rest, bore the same sized hole as both ends of a piece from 12 to 30 inches long. In this connection a diagram and all necessary dimensions for test pieces for different sized lathes are given in Fig. 207.
To test for the concavity or the convexity of the face-plate it is usual to use an ordinary straight-edge and three slips of paper. This may be nearly correct, but we have no means of knowing the exact amount of the error. For this reason the micrometer straightedge shown in Fig. 206 was designed. The stock A is slotted at each end, and in these slots are secured the outer points B, B, capable of being adjusted to different diameters of face-plates, and are secured by the thumb-nuts C, C. The center point D is a micrometer head, operated by the usual milled head E.
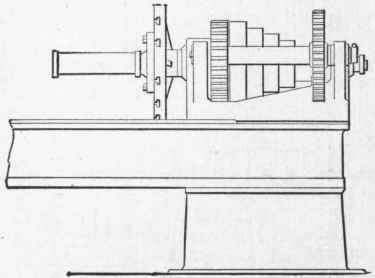
Fig. 205. - Test Piece for ascertaining if Head-Stock Spindle is Parallel with the V's.
In using this straight-edge it is first turned up on a fixed straightedge and the center point adjusted so that the three points are accurately in line, using slips of paper to ascertain this correctly. The test bar is now placed in the head center hole and the flat space a of the straight-edge laid upon it for support.
Slips of paper are now introduced between the points and the face-plate. The micrometer position is noted, and then adjusted to hold the center slip of paper, when a second reading will give convexity or concavity of the face-plate.
The allowable limits of variation of lathes may be about as follows, viz.: 14 to 20-inch swing lathes, inclusive, .0005 inch; 22 to 28-inch swing lathes, inclusive, .001 inch; 30 to 48-inch swing lathes, inclusive, .002 inch; lathes larger than these, .003 inch.
These limits apply to all the foregoing tests, the distances between testing points to be as given in the table, Fig. 207. It should be understood that no convexity of a face-plate is to be allowed.
The various other points of inspection as given in the report blank will need no special explanation, certainly not to men accustomed to this class of ofttimes trying and delicate work.
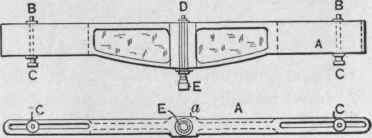
Fig. 206. - Micrometer Straight-Edge for Testing Face-Plates.
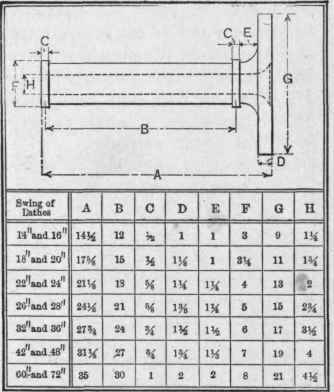
Fig. 207. - Table giving Form and Dimensions for Test Pieces shown in Fig. 205.
Inspection Report On Lathe
Name Of Company
Inspection No.......................Date, inspection commenced...........
Size of Lathe.......................Date, inspection completed............
Lathe prepared for inspection by...........................................
Special features of Lathe...................................................
............................................................................................................................................
1. Level longitudinally.............
2. Level laterally..................
3. Swing over the V's.............
4. Swing over the carriage.........
5. Distance between centers........
6. Fitting of head-stock on V's.....
7. Fitting of tail-stock on V's......
8. Fitting of carriage on V's........
9. Bores, large at inner end........
10. Bores, large at outer end........
11. Faces...........concave........
12. Head center, high at outer point.
13. Head center, low at outer point .
14. Head center, to the front at outer point.......................
15. Head center, to the rear at outer point.......................
16. Tail center, high at outer point..
17. Tail center, low at outer point...
18. Tail center, to the front, at outer point.......................
19. Tail center, to the rear at outer point.......................
20. Center hole in head spindle.....
21. Back gears, run................
22. Second back gears, run.........
23. Internal gear, runs..............
24. Feed gears on head, run........
25. Compound rest bevel gears, run .
26. Apron gears, run...............
27. Rack pinion works..............
28. Lost motion in apron gears.....
29. Reverse device in apron.........
30. Lead screw.....................
31. Tail spindle screw fits...........
32. Cross feed screw fits............
33. Comp. rest screw fits............
34. Appearance of scraped surfaces..
35. Appearance of polished surfaces -
36. Finished corners properly rounded
37. Width on cone steps............
38. Change-gears fit studs properly.
39. Wrenches fit properly...........
40. Squares for wrenches of uniform sizes ........................
Remarks................................................................
............................................................................................................................................
...........................................................................
..............................................................................................................................................................................
Signed............................
Inspector,
A critical examination of the above list of questions is invited in order to fully appreciate the value of such a thorough system of tests both to the concern who builds the lathe and to he who purchases and uses it. Such a system will give a healthy tone to the workmanship of the shop, and when fairly met by the conditions of the machines turned out will be a source of pride to the workmen employed in it.
On the other hand it will give a feeling of confidence and security to the purchaser, who will naturally feel that he is getting full value for the money he has spent in purchasing the machine. Further, the lathe going into the shop with such prestige will naturally be looked upon as a good machine, and more than the usual amount of care will be bestowed upon it and upon the product which it turns out.
Continue to:
My Books

