Testing A Lathe. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Testing A Lathe. Part 3
There are many items of an inspector's duty not here enumerated which, in a shop properly arranged and managed, will have been attended to as the parts are being made and assembled. This relates only to the performance and outward condition of the lathe when ready for its final inspection.
Lead screws should be tested before they are put into the lathe of which they are to become a part. They should be held on centers and may be tested for accuracy of thread by the device shown in Fig. 200, in which A is the lead screw to be tested, upon which is applied the main frame B of the device, supported by its capped bearings C, D, the former just fitting over the top of the thread and the latter having either a babbitt metal lining cast upon the thread or being provided with a split sleeve in which this babbitt nut is cast. The latter arrangement is best, particularly when lead screws of different pitches or different diameters are to be tested.
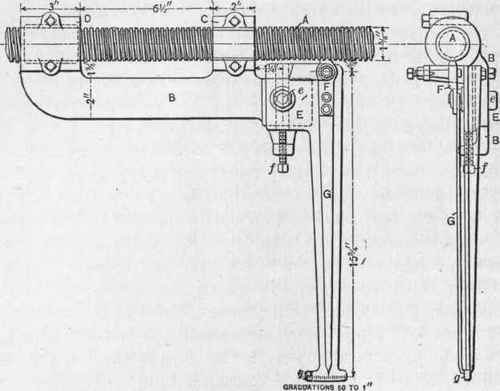
Fig. 200. - Device for Testing Lead Screw Threads.
In case of different diameters, the bearing C should also be bored large enough to allow of a suitable bushing being introduced. The frame B of the device is extended to the right to form a grooved support for the adjustable arm E, secured by the bolt e and adjusted by the screw /. This arm is extended to form a graduated segment at g. Pivoted in the arm E is the indicating lever F, whose front end is formed to fit the thread of the lead screw A, and to whose rear end is fixed the indicating arm G, whose point rests on the graduations at g.
The leverage and graduations are so arranged that thousandths of an inch are indicated by lines, and a much smaller fraction may be readily perceived. In using this device that portion of the frame B between the bearings C, D, rests on the top of the compound rest, the lathe being arranged for the same pitch as the lead screw to be tested. The screws holding down the caps of the bearings C, D, are set up just close enough to insure a proper fit. The object of using a babbitted nut in the bearing D and applying the indicating lever F at some distance from it is threefold. The influence of the lead screw of the lathe in use is not felt, there is very little friction on the point of the indicating lever F, and the relative inequalities of the thread of the lead screw to be tested are rendered more obvious.
Another very important and useful instrument in lathe testing is the micrometer surface gage, which is shown in Figs. 201 and 202, in which all principal dimensions are given.
The base A is of cast iron, the supporting rod B and the pointer b are of Crescent steel drill rod, and the other parts (excepting the spiral spring) are of tool steel. Its construction is readily understood from the drawings, special attention being called to the arrangement for securing the pointer b, as shown in section in Fig. 202, by means of the conically formed thumb-nut G, its clamping bolt H, and the conically formed receiver.

Fig. 201. - Micrometer Surface Gage.
The blocks C, D, are connected by the rod K, whose lower end is fixed in the block D and whose upper end passes up through the block C, where it is cut with a thread 40 to the inch, and provided with a graduated thumb-nut L, by means of which we may read thousandths of an inch, and even the quarters of that fraction are readily determined.
Blocks C and D are forced apart by the spiral spring surrounding the rod K. In the use of this device the block D is secured by the thumb-screw F. The pointer b is then brought down near the work and is secured by the thumb-nut G. The thumb-nut E is now tightened just enough to hold it firmly, and the final adjustment made by means of the graduated thumb-nut L.
The lathe being ready for testing and the face-plate having been faced off, we begin with the test for alignment, as shown in Fig. 203, which is a rear elevation of a lathe ready to be tested, and Fig. 204 a plan of the same.
To ascertain the vertical alignment of the head spindle we place an accurately ground and properly fitted test bar A in the center hole of the head spindle and place the micrometer surface gage on the lathe V's as shown in Fig. 203, first applying the pointer b at a point near the face-plate and then near the outer end of the test bar, as shown by dotted lines, using the micrometer-adjusting nut L to ascertain the difference, if any. To render the touch of the pointer more sensitive a slip of paper should be drawn carefully between the test bar and the pointer. The best paper for this purpose is a hard calendered linen typewriter paper, three thousandths of an inch thick, as this paper runs very uniform in thickness.

Fig. 202. - Details of Micrometer Surface Gage.
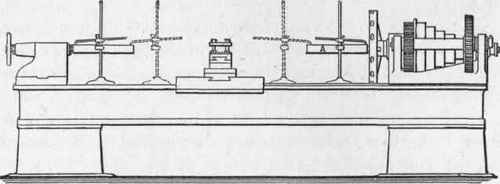
Fig. 203. - Rear Elevation of Lathe being Tested for Alignment of Head-Stock and Tail-Stock Spindles.
If the inner and outer V's of the lathe are not of the same height, a parallel bar should be laid across the V's and the micrometer surface gage placed upon it. In any event much care should be exercised to be sure that the gage base sits fairly on its support, as a slight scratch, or a burr, or the least bit of dirt, will defeat the object of the test.
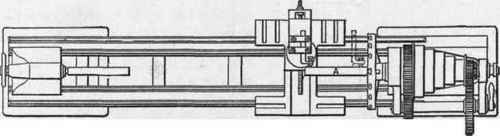
Fig. 204. - Plan of Lathe being Tested for Alignment of Head-Stock and Tail-Stock Spindles.
The vertical alignment of the tail spindle is tested in the same manner, as shown in Fig. 203. It may also be tested by bringing the pointer down on the spindle itself, when it is run back into the tail-stock, and again when it is run out as far as it will go. It sometimes happens that we shall get a different result by sliding the tail-stock to a different position on the bed. In this case we will probably find some inequality in the V's to account for it.
Continue to:
My Books

