Chapter VII. Lathe Design: The Tail-Stock, The Carriage, The Apron, Etc
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter VII. Lathe Design: The Tail-Stock, The Carriage, The Apron, Etc
Functions of the tail-stock. Requisites in its construction. The Pratt & Whitney tail-stock. The Reed tail-stock. The Lodge & Shipley tail-stock. The Blaisdell tail-stock. The Hendey-Norton tail-stock. The New Haven tail-stock. The Prentice tail-stock. The Schumacher & Boye tail-stock. The Davis tail-stock. The American Watch Tool tail-stock. The Niles tail-stock for heavy lathes. New Haven tail-stock for heavy lathes. The Schumacher & Boye tail-stock for heavy lathes. The Bridgford tail-stock for heavy lathes. The Le Blond tail-stock. The lever tail-stock. The lathe carriage. Requisites for a good design. Description of a proper form. A New Haven carriage for a 24-inch lathe. The Hendey-Norton carriage. The Blaisdell carriage. The New Haven carriage for a 60-inch lathe. Criticisms of a practical machinist on carriage and compound rest construction. Turning tapers. The taper attachment. Failures of taper attachments. The Reed taper attachment. The Le Blond taper attachment. The Lodge & Shipley taper attachment. The Hamilton taper attachment. The Hendey-Norton taper attachment. The New Haven taper attachment. The Bradford taper attachment.
The function of the tail-stock is to support the end of the piece of work opposite to the head-stock; to furnish a movable center for various forms of drills, reamers, and similar tools; and to carry one end of boring bars when the work is clamped to the carriage.
For these purposes it must be of sufficient strength and rigidity to withstand the strain to be put upon it; it must have a traveling spindle to carry the tail center; and be capable of being "set over" in a direction at right angles to the center line of the lathe, for the purpose of turning tapers, and in some types of lathes for boring operations.
It is fitted to the two inner V's of the lathe the same as the head-stock, so as to permit the carriage wings to run past it, and must be capable of being securely clamped in any position along the length of the bed. The spindle must, be adapted to be handled by a hand wheel upon the traverse screw in small and medium sized lathes, and in large lathes located conveniently in front and connected with the screw by suitable shafts and gearing. The spindle should be adapted to be clamped at its front end in an efficient manner so as to hold it firmly and at the same time not to force it out of correct alignment with the head-stock spindle.
The tail-stock should have a long bearing upon the V's, which should be at least two thirds of the swing of the lathe. The bolts for clamping it down should be considerably nearer the front than the rear end so as to counteract the lifting tendency due to pressure against the center. In lathes of 12 to 30-inch swing two bolts will be sufficient to rigidly secure it to the bed. In larger lathes, four bolts should be used.
For the purpose of setting over for turning tapers the tail-stock is composed of a low base and the movable part of the tail-stock proper, the transverse adjustments being made with a cross screw furnished with a square head. The two parts are held together by the holding-down bolts which secure the tail-stock to the bed. In larger lathes, say from 30-inch swing up, the division between the two parts is near the top, which should be secured by an additional set of four bolts so that the spindle may be set over without releasing the holding-down bolts which secure it to the bed. Thus, if a heavy piece of work is supported upon centers the tail spindle may be set over for turning tapers without removing the work from the centers.
In lathes of 24-inch swing and over there should be a rack and pinion device for moving the tail-stock to any desired position on the bed. In lathes of 36-inch swing and over this device should be back-geared so as to give sufficient power to easily move the heavy mass.
This back gearing should begin with a ratio of two to one, and increase as the lathe is larger and the tail-stock is heavier, so that one man may conveniently do the work.
Engravings of tail-stocks, as designed by prominent builders, are introduced to illustrate these conditions and the manner in which they have been met.
The Pratt & Whitney tail-stock is shown in Fig. 94. Its particular feature is the overhang at the front end for giving extra support to the spindle. The spindle is larger than usual, which gives better support to the center and is very useful when using it to support the rear end of a drill or reamer when long holes are to be drilled or reamed. It is secured to the bed by an eccentric and lever device which is quick and convenient.
Figure 95 shows a front view of a Reed tail-stock for a 27-inch swing lathe. It will be noticed that the holding-down bolts are in line with the bed and both at the front of the upright supporting the spindle sleeve. They are so placed to permit the upright to be cut away in front so as to permit the compound rest to swing around to a position much nearer parallel with the line of the bed than with the ordinary form. A rear view is shown in Fig. 96, which is of the same tail-stock except that a three-bolt crank replaces the hand wheel.
The form of the casting is well shown as seen from the rear. This form is called the "off-set tail-stock."
Figure 97 is an excellent view of the Lodge & Shipley type of tail-stock for small lathes, and shows their device for clamping the spindle, and the mechanism of the tail-spindle screw. The contour of the casting might be improved so as to appear more clean and symmetrical, without detracting from its solid and substantial appearance.

Fig. 94. - 14-inch Lathe Tail-Stock, built by the Pratt & Whitney Company.

Fig. 95. - Front View of 27-inch Lathe Tail-Stock, built by the F. E. Reed Company.
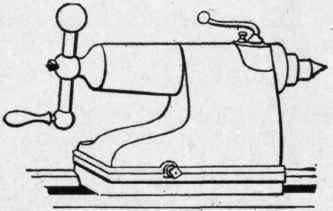
Fig. 96. - Rear View of the Reed Tail-Stock.

Fig. 97. - Tail-Stock of the Lodge & Shipley Lathes.
Continue to:
My Books

