Chapter XVII. Heavy Lathes
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XVII. Heavy Lathes
The Bradford Tool Company's 42-inch swing triple-geared engine lathe. The American Tool Works Company's 42-inch swing triple-geared engine lathe. The New Haven Manufacturing Company's 50-inch swing triple-geared engine lathe. The Niles Tool Works 72-inch swing triple-geared engine lathe. The Pond Machine Tool Company's 84-inch swing engine lathe.
The 42-inch swing triple-geared lathe, built by the Bradford Machine Tool Company, is a good example of a well designed and massive lathe for the heaviest work to which a lathe of this character will be subjected. With the severe requirements of modern shop methods and the use of high-speed steels the problem confronting lathe builders has been one to tax their utmost energies in the way of good design scientifically and practically worked out; good materials lavishly applied; and good workmanship in every part. Without all of these in a marked degree a lathe may scarcely be classed as modern.
As to how well the designers and builders of the Bradford lathe have succeeded in their conditions is to a considerable extent manifest by an inspection of the illustration given in Fig. 256 and a study of the description which follows, as well as to some detailed engravings illustrating the special features of the machine.
The head-stock is long and massive, occupying over five feet on the head end of the bed, affording large housings for the spindle boxes and ample space for broad-faced, heavy back gears, and a five-step cone of from 10 1/2 to 22 inches in diameter and 5| inches face. The spindle is of crucible steel and is bored out with a 3-inch hole. It has a front bearing 6 inches in diameter and 10 inches long, and a rear bearing 5 inches in diameter and 9 inches long. The bearings are accurately ground and run in heavy bronze boxes, which are reamed and hand-scraped to a fix, It was probably not an Irishman who wrote in the manufacturer's catalogue that " the back gears are conveniently located in front," however much it may sound like it, as it is a mechanical fact, and being so located applies the power at the proper point.

Fig. 256. - 48-inch Swing Engine Lathe built by the Bradford Machine Tool Company.
Being triple geared there are fifteen speeds, increasing in proper geometrical progression, and the lathe is provided with three rapid changes of feed for each speed.

Fig. 257. - Head-Stock of the 48-inch Swing Bradford Lathe.
The coarse screw-cutting arrangement is shown at the left of the engraving, Fig. 257, and is a regular device on these lathes. It consists of a short intermediate shaft in the outer end of the head-stock, running in a sleeve adapted to be moved longitudinally. On each end of this shaft is fixed a spur gear, and when the shaft is shifted to its outward position, the gear on the outer end of the lathe spindle communicates motion to the screw. When this shaft is at its inward position, motion is communicated from the cone gear in a ratio of 8 to 1. So that if the lathe is geared ordinarily to cut one thread per inch with the outer gears engaged, ft will, with the inner gears engaged, cut a thread eight times as coarse, or one thread in 8 inches. In cutting very coarse threads the back gears are always used. Running in this manner the strain is taken off the change-gears, and threads or spirals as coarse as one turn in 16 inches can be cut.
In Fig. 258 is shown the nest of gears attached to the front of the bed. The three upper gears are fast to the lead screw, while the three lower gears are engaged consecutively by a sliding key, controlled by the nut shown at the right of the engraving, and handled by a wrench. These gears are of steel and may be engaged and disengaged while in motion.
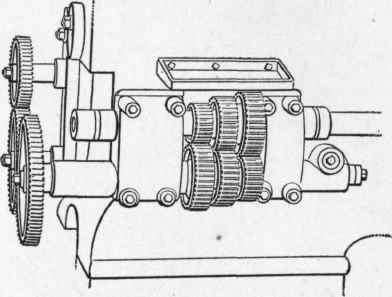
Fig. 258. - Lead Screw Gearing for the 48-inch Swing Bradford Lathe.
The apron is massive and well constructed. A rear view of it is shown in Fig. 259, by which it will be seen that it is very simple, and therefore the parts may be made of ample strength. All shafts have bronze-bushed bearings. Independent frictions are used for both lateral and cross feeds, and are reversed from the front of the apron.
The lead screw is splined to drive the two bevel pinions, and its thread is only used when cutting threads. The halves of the lead screw nut are operated by the usual form of cam, controlled by a lever shown at the right hand of the apron in the front view, as in Fig. 256. The end of the sliding rod which carries the forks for moving the bevel pinions is extended to the lead screw nut, where an attachment is made for locking the lead screw nut open whenever either bevel pinion is engaged with the driving bevel gear, and for locking both of these bevel pinions out of engagement whenever the lead screw nut is closed, thus preventing the two types of feed being thrown in at one time. The rack pinion is adapted to be withdrawn from engagement with the rack when thread cutting is being done.
The carriage is very long, deep, and massive, and is gibbed both front and back. It has a bearing of 48 inches on the V's, and is hand-scraped to an accurate fit. The inside V's of the bed are lower than the outside V's, by which construction the bridge of the carriage may be made much thicker and stronger, thus adding materially to the strength of the carriage at the point where it is usually the weakest.

Fig. 259. - Rear View of Apron of the 48-inch Swing Bradford Lathe.
The compound rest is large and broad, with an ample tool block with heavy tool clamping bars, and having an angular power feed of 12 inches in any direction. The base is graduated and both top and bottom slides are provided with taper gibs and adjusting screws.
Continue to:
My Books

