Engine Lathes Continued. Part 5
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Engine Lathes Continued. Part 5
In addition to the above feature, the lathe is provided with a rotating indicator or chasing dial, located on the top of the carriage, which enables the operator to catch the thread quickly and properly without reversing the forward motion of the lathe; and permitting him to return the carriage quickly to the starting-point by hand.
The compound rest is large and heavy with broad wearing surfaces accurately fitted by hand scraping, and provided with taper gibs. The swivel is graduated in degrees so that it can be quickly set at any required angle. The tool-post is formed from a solid steel bar and has a tool steel screw.
The apron is large and strong, and is fitted to the carriage by a tongue and groove. The operative parts are heavy and strong. The rod feed and the thread cutting by the lead screw are independent, and each, when in use, locks the other out of the possibility of becoming engaged, thus preventing the liability of breakage from this source. The feeds are driven by a powerful friction device and are readily reversible at the apron by a single movement.
An automatic stop is provided by the addition of a rod running the entire length of the bed, and which operates equally well when feeding in either direction. It operates with either the turning feed or with thread cutting, and enables the operator to chase up to a shoulder, by which feature it is very useful in cutting internal threads, or in boring to a certain fixed depth. It can also be set to prevent the carriage running against either the head-stock or tail-stock, and is therefore a safety device against the serious accidents that sometimes occur from this cause. This device is of great advantage in duplicating work such as the turning of shafts having one or several shoulders, as, the cut once fixed, the stop collar may be set and no further attention paid to the location of the shoulders than would be necessary in an automatic machine.
The quick change gear device by which a large number of threads of different pitches are cut, and by which a wide range of turning feeds are obtained, contains the "disc of gears" or circular case, containing eight change-gears and constructed upon the plan first invented and patented by Edward Flather in 1895. In addition to this device the usual multiplying gears are used, being contained in another case which properly protects them. This device is shown in the accompanying illustrations, in which Fig. 252 is an end elevation and Fig. 253, a vertical, longitudinal section, showing the general design of the mechanism, which appears considerably complicated and hardly as strong as such a device ought to be in order to withstand the strains to which it is usually subjected, and therefore liable to get out of order. The device is well made and of good material, and will, no doubt, give as good results as may be expected from this form of rapid change gearing. It will cut 48 different threads from 1 to 56 per inch, and cutting-feeds from 6 to 336, all inclusive, by the use of three removable change-gears. The method by which the various changes are made is necessarily complicated, and in the hands of an inexperienced operator might lead to mistakes. This can be said of several of the similar devices built by other establishments.

Fig. 252.- End Elevation of the 18-inch Hamilton Lathe.

Fig. 253. - Longitudinal Section of Gearing of 18-inch Hamilton Lathe.
The weight of the 18-inch swing by 8-foot bed lathe is 2,580 pounds, by which it will be seen that there has been no stinting of material in its design.
This company build a variety of lathes and attachments and accessories for the same, which are illustrated and described under appropriate headings later on in this book, and to which the reader is referred for information concerning them.
The W. P. Davis Machine Company make a general line of plain engine lathes, of which a good example is shown of their 18-inch swing lathe in Fig. 254. The bed is of ample depth and well proportioned, and is supported on the older design of legs instead of cabinets.
The head-stock is of ample dimensions and has a crucible steel-forged spindle with a l 9/32 -inch hole through its entire length, and runs in phosphor bronze boxes, reamed and hand scraped. The front bearing is 3 inches in diameter and 5 inches long. The spindle cone has five steps, the largest being 11 inches in diameter and adapted for a 2 1/2 inch belt.
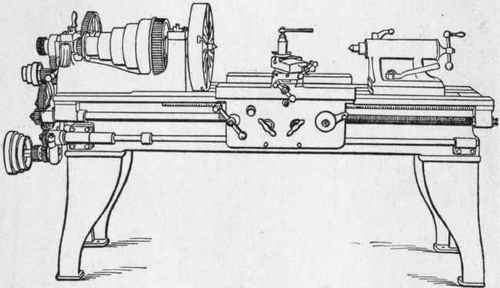
Fig. 254. - 18-inch Swing Engine Lathe, built by the W. P. Davis Machine Tool Company.
The feed is belt-driven by the usual three-step cone, an arrangement for tightening the belt and multiplying gears whereby six different feeds may be obtained. The change-gears are such as will cut threads from 2 to 32 per inch inclusive.
The carriage, apron, tool-rests, etc., are of ample dimensions for the requisite strength. This lathe with an 8-foot bed weighs 2,460 pounds, a fair weight for a manufacturing lathe of these dimensions, which has evidently been the aim of the builders to produce.
The same firm make other types of lathes which are illustrated and described in future pages and under their appropriate headings. Some of them have special features to which the attention of the reader is particularly directed.
The Fosdick Machine Tool Company, better known as builders of radial drills, have recently commenced the construction of lathes also, and the one shown in Fig. 255 is entitled to special consideration as the aim of the makers evidently is to produce a lathe for practical use that will meet the demand for a good lathe at a reasonable price. This lathe is equipped, as illustrated, with feed box and with compound rest. The bed is made in different lengths from 6 to 12 feet, with cabinet or regular legs, and with or without oil pan. The spindle bearings are 2 3/4 and 2 1/8 inches diameter; there is a 1 1/4-inch hole through the spindle, and draw-in chucks are furnished when required. The bearings are bronze bushed throughout, and constant lubrication is afforded through an endless chain and large oil pockets. Owing to the design of the head, a three-step driving pulley may be used in place of the five-step cone, insuring a more powerful spindle drive when required for high-speed steel work.
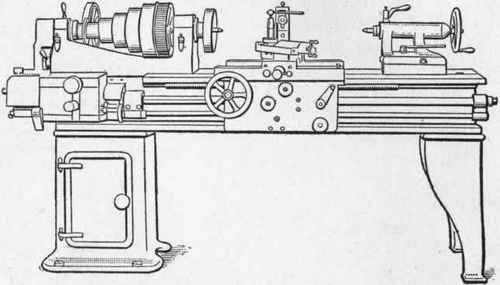
Fig. 255. - 16-inch Swing Engine Lathe built by the Fosdick Machine Tool Company.
The carriage has bearing surfaces of ample length and width on the shears, and the apron is of the box-section type, insuring strength and stiffness. The design of the tail-stock is clearly shown, and also that of the follow-rest. The compound rest is designed to receive a heavy tool-post. The compound feed box shown is the well-known Emmes device, giving forty changes, the screw-cutting feeds ranging from 2 to 56 threads per inch, and the feeds for turning being just one fourth as coarse.
The taper attachment can be placed on any of the lathes without changing the bed or fitting it with brackets, and a turret of pentagon form, for the carriage, can be furnished when desired.
All screws on any part of the lathe requiring adjustment are operated with the tool-post wrench. The friction countershaft has self-oiling bearings and oil wells are formed in the friction pulleys.
The swing over bed is 16} inches, and over carriage 10 1/4inches. With the 6-foot bed, the length taken between the centers is 34 inches. The width of the five-step cone pulley face is 2f inches, and of the three-step 3 3/8 inches. The countershaft speed with five-step cone is 120 revolutions per minute, and with three-step cone 250 revolutions per minute. The weight of the lathe with 6-foot bed is 2,000 pounds, which is ample for a lathe of these dimensions, and considerably above the average.
Continue to:
My Books

