Engine Lathes Continued. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Engine Lathes Continued. Part 4
In Fig. 250 is given an end elevation of the lathe, principally for the purpose of showing the rapid change gear device, which is of the type first patented by Edward Flather in 1895, and since used to a considerable extent on small lathes built by various makers and under several later patents, most of which are modifications of that of Flather.
The main spindle is hollow and of hammered crucible steel, with large bearings running in self-oiling bronze boxes, and is frictiongeared in a similar manner to that of a screw machine or turret lathe, which is of considerable convenience in many classes of work.
The lead screw has a telescopically arranged extension, controlled by a hand lever. This extension of the lead screw is reduced at its end to enter the hole in the change-gear, a distance equal to its width, before the clutches with which the change-gears and extensions are fitted come in contact with each other. Thus, when one of the change-gears is connected with the lead screw it ceases to depend upon the disc for support, but is mounted on the lead screw as substantially as if secured by a nut and washer, although it is at other times supported by, and practically journaled in, the circular gear box. As a sufficient range of feeds or screw pitches cannot be obtained by changing gears on the lead screw, only provision is made at the head-stock for various ratios of speed. This is accomplished by means of three pairs of gears, contained in cases, and giving the ratios of 1 to 1, 2 to 1, and 4 to 1; and when the latter two are reversed, the ratios become 1 to 2, and 1 to 4, giving five rates of speed for the fixed pinion which engages with the intermediate gear, necessary for transmitting the motion to the gear on the lead screw.
As there is only one pair of gears that can be used at a time, a receptacle is formed in the leg of the lathe to receive the other pairs, one being suspended from a stud projecting from the rear of this cabinet, while the other is similarly placed on the inside of the door, rendering either equally available for use in a moment.
The range of threads which may be cut on this lathe is from 2 to 56 per inch, and the turning feeds from 8 to 224 per inch.
Every change required to cut any of the threads or to produce any of the feeds above given can be made while the lathe is in motion.
While the type of device for rapid changes in speeds and for thread cutting may not appeal to those machinists who desire a strongly built and strongly geared mechanism, this lathe is still very useful on a large variety of small and medium sized work, of which there is usually a great quantity in the modern factory or machine shop devoted to this class of work,
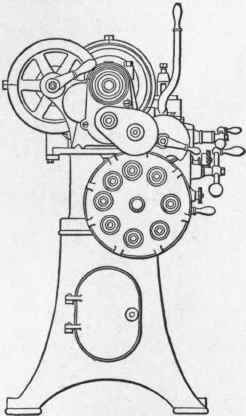
Fig. 250. - End Elevation of 16-inch Springfield Lathe.
The same company make various types of useful lathes, fixtures, and accessories that will be referred to under the proper headings later on in this book.
The Hamilton Machine Tool Company build a commendable line of engine lathes and seem to have aimed to build machines of good design and construction, combining the later features that are demanded by modern methods of machine shop and factory requirements for accurate and rapid work as well as a wide range of product.
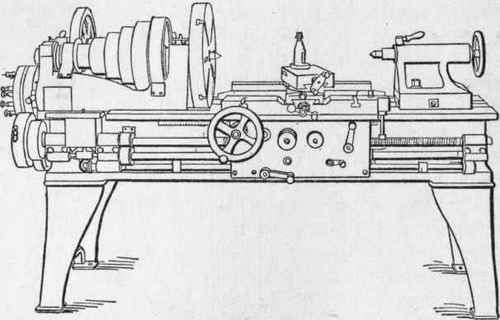
Fig. 251. - 18-inch Swing Engine Lathe built by the Hamilton Machine Tool Company.
The later designs of this company are heavy and rigid, yet with proper appreciation of the proportioning of the component parts, the machine does not have the clumsy or overloaded appearance sometimes seen in heavy lathes.
As a sample of their modern lathes their 18-inch swing engine lathe is shown in Fig. 251. The bed is deep and wide and well braced to resist strains. It is supported upon cabinets of modern design, affording ample cubpoard room for storing tools and small parts. The pads for the lead screw, feed rod and reversing rod bearings are grooved and the bearings planed to fit them, thus assuring true and permanent alignment.
The head-stock is massive and of good design, insuring rigidity and preventing vibration and chatter even on the heaviest work which the lathe will be called upon to perform. The spindle is of high carbon steel forging and bored out 1 3/8 inches. It is ground its entire length and runs in phosphor bronze bearings, hand-scraped to fit the spindle. Anti-friction thrust bearings are provided with an adjusting nut for taking up lost motion due to wear. On this lathe these bearings are provided with hardened and ground steel washers. On the 22-inch swing and larger lathes these bearings are provided with hardened and ground-steel balls which are also adjustable and reduce the friction to a minimum, the ball-races being of tool steel and also hardened and ground.
The spindle cone has five steps, the largest being 12 inches diameter, and adapted for a 2f-inch belt. Readily removable gear guards protect the face gear and the back gear from injury by chips, dirt, etc., and the operator from the danger sometimes resulting from these exposed parts.
The tail-stock is of the "offset" pattern, that is, cut away in front so as to permit the compound rest to swing around parallel to the V's of the lathe. The tail spindle is 2 1/16 inches in diameter, and is graduated for convenience in drilling. It is of steel and accurately ground and has an unusually long movement. The tail-stock has the usual set-over adjustment for turning tapers.
The carriage is massive and strong, and is gibbed at the front, back and center, and is scraped to a solid bearing upon the bed, throughout its entire length. It is entirely flat on top and amply provided with T-slots, so that work to be bored or otherwise machined can be as readily clamped upon it as upon the table of a planer or milling machine. The cross-feed screw has a micrometer attachment, by means of which, not only can turning and thread cutting be much facilitated, but the drilling of jigs and fixtures may be as readily done here as on a milling machine, so far as laying off accurate distances is concerned, by strapping the work to an angle-plate bolted down to the carriage.
Continue to:
My Books

