Heavy Lathes. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Heavy Lathes. Part 2
The tail-stock is of ample dimensions with a bearing 26 inches long on the bed. The tail-stock spindle is 4 1/8 inches in diameter and has a travel of 16 inches. It has the usual set-over screw for use in turning taper work, and is provided with a rack and pinion device for conveniently moving it to any desired point on the bed.
This lathe made with a 12-foot bed weighs 16,500 pounds, by which its massive design and great strength may be judged and by which the points stated in the opening sentences of this description may be more readily appreciated.
The American Tool Works Company have recently designed an excellent 42-inch swing lathe intended for heavy work and having a number of good features not usually found in lathes of this capacity. An illustration of this lathe is shown in Fig. 260, which gives a good idea of its massive design and symmetrical outline.
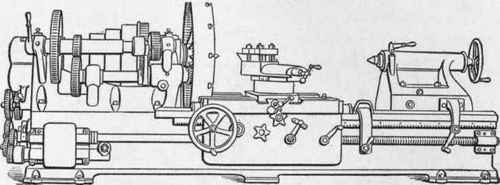
Fig. 260. - 42-inch Swing Triple-Geared Engine Lathe built by the American Tool Works Company.
The head-stock is large and massive with ample housings for the spindle boxes, which are of phosphor bronze carefully fitted to the high carbon hammered steel spindle, which is accurately ground and which carries a five-step cone. As the head is triple geared, this gives fifteen speeds arranged in correct geometrical progression.
The carriage is very heavy and strong, long bearing on the V's, and made with a flat top so as to be convenient for bolting down work to be bored. The compound rest is equally strong and provided with heavy clamping straps for holding down the tools.
The feed is driven through a quick change gear mechanism which provides thirty-two changes for feeding and thread cutting, the range of threads being from 1 thread in 4 inches to 16 threads per inch, including 11 1/2 pipe thread. The feed range is from 6.4 to 92 cuts per inch.
The device is operated while the machine is running, if necessary, by a revolving nut seen at the right of the gear box beneath the head, which moves a sliding key engaging two opposite gears, each being one of a cone of gears which is encased in the gear box. The feed or screw pitches thus obtained are multiplied by the compound gears on the quadrant at the end of the head, it being necessary to change one gear only on the quadrant for each additional thread.
This arrangement gives flexibility to the screw-cutting mechanism, making it possible to cut an unlimited number of sizes of threads or worms, either finer or coarser than the range indicated above. An index plate is provided to assist in obtaining the desired feed or pitch. The feed may be reversed in the apron, a feature which is valuable on a long lathe where the tool may be working at some distance from the head-stock.

Fig. 261. - 50-inch Swing Triple-Geared Engine Lathe, built by the New Haven Manufacturing Company.
The New Haven Manufacturing Company build a 50-inch swing engine lathe that, while it is a comparatively plain and simple lathe, furnishes as good a tool at the price as any in the market. The effort has been made to build a very massive and substantial lathe without unnecessary complication or finish. This lathe is shown in Fig. 261.
The head-stock is very heavy and well designed, and carries a forged crucible steel spindle with a front bearing 8 inches in diameter and 12 inches long, and a rear bearing 6 inches in diameter and 9 inches long, and running in cast iron boxes lined with genuine babbitt metal that is peinned in, bored, reamed, and scraped. The driving-cone has five steps, ranging from l0 3/4 to 19 3/4 inches, and adapted for a 4-inch belt. The head is triple geared, giving fifteen changes of speed. All the gears are broad and of coarse pitch, giving ample driving power. The face-plate is heavy and well ribbed, and keyed to the nose of the spindle, and has a broad-faced internal gear bolted to its rear side, from which it is driven by a steel pinion.
The tail-stock is constructed with a double set of holding-down bolts, by which means the upper bolts may be loosened and the tail center set over for turning tapers without blocking up the work or clanger of its dropping out of the centers. The tail spindle is 5 inches in diameter and reamed for a No. 6 Morse taper. The operating hand wheel is directly in front of the operator and is back geared to the spindle in a ratio of 3 to 1, so as to be easily and conveniently operated. A back geared rack and pinion device permits the tail-stock to be easily moved to any desired position on the bed.
The carriage is very heavy and strong, gibbed front and back, with an unusually long bearing upon the bed, and carries a massive compound rest with a long angular feed in all directions, a graduated base and large hardened straps, supported by spiral springs upon studs, for holding the tool. These straps have projecting ends so that tools may be held outside of the studs, which may be placed either crosswise or lengthwise of the tool block as may be most convenient for the work being done.
The apron is built with double plates so as to give shafts and studs a bearing at each end. All feeds are reversible at the apron. A large bevel gear with two bevel pinions is provided in the apron, and an automatic locking mechanism prevents turning feeds and thread-cutting feed from being engaged at the same time. As an extra precaution against the frictions binding and refusing to release properly when a tool gets caught and in danger of breaking or spoiling work, as is liable to be the case on heavy work, or with very heavy cuts, an additional friction is provided as safety device, as the most careless operator is not liable to screw up both frictions beyond the point of releasing under an abnormally heavy strain, in case of an accident which might result in serious injury to the tool, the work, or the feeding mechanism in the apron.
Continue to:
My Books

