Testing A Lathe. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Testing A Lathe. Part 2
Supposing that the centers of the lathe have been found to line vertically and horizontally correct, we now desire to know if the back box of the head spindle is set in exact prolongation of the line of centers. Place the bar C in position and clamp the micrometer device in it, as shown in Fig. 195. Slowly revolve the tram device thus arranged, setting the micrometer screw to the nearest point in contact with the face-plate. Continue the revolution and with the micrometer screw ascertain the exact variations of the face-plate from a perfect right angle with the line of centers. Having determined the accuracy of alignment of the lathe, we now desire to test its accuracy of facing - whether it will face up a piece concave, convex, or exactly true, and to note the extent of the variation. Figure 199 shows an adjustable straight-edge for this purpose.
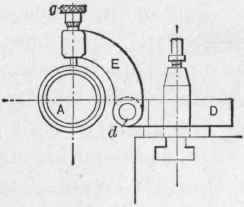

Fig. 198. - Testing Alignment of the Tail-Stock Spindle.

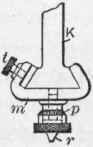
Fig. 199. - Straight-Edge for Testing the Cross Slide.
H is a permanent straight-edge used only for adjusting the one applied to the face-plate. This is shown at K and has its lower edge formed as shown in the section at the right, and has three blocks, I, m, and n, sliding upon it and fixed at any point by the thumb-screw t. These blocks are set at such distances apart as will accommodate the size of the face-plate to be tested. The block n carries a fixed point, about 3/16 of an inch in diameter at the point. The block l carries a plain screw point s, used to adjust the device so that the micrometer screw r of the block m may be adjusted at zero. To adjust these set the micrometer screw at zero and then bring the screw s up or down till all these points rest properly on the permanent straight-edge.
To apply the device to the face-plate to be tested the surface w is placed downward on a short arbor, taking the place of the head center of the lathe and projecting about 6 inches from the face-plate. This not only furnishes a convenient support, but keeps the contact points at right angles to the face-plate. Keeping the points of the block n and the adjusting screw s in contact with the face-plate, the micrometer screw r may be set to the convexity or concavity of the plate, and the error read on the micrometer graduations p, in thousands of an inch, or even much finer.
A subject thus important will necessarily have its developments and these should be made by actual experience in a practical manner. In developing these methods of testing a lathe, further instruments were necessary and are therefore described. In some cases where there are two methods of test, one of these was used and in some cases the other. Again, both were used and checked against each other.
The special tools necessary for determining the accuracy of an engine lathe must, of course, be accurate and reliable, but they need not for this reason be elaborate or expensive, as the illustrations accompanying this article will readily show. Their description and use will be fully explained as the process of inspection is proceeded with in the matter which follows.
It is assumed that the lathe bed, as well as the head-stock, tail-stock and carriage, have been properly planed, the V's shaped to the proper angle, and that the V's of the bed have been scraped straight and true, removing as little of the metal as possible. The headstock, tail-stock, and carrriage should now be carefully scraped to fit the V's of the bed. Their fair bearing may be easily ascertained by rubbing on a little of a mixture of the dry, red pigment commonly known among painters as "princess red," or some similar dry color, mixed with a small portion of any oil that may be convenient. The above color will be found to have this convenience: it will show almost black where the pressure is very severe and correspondingly lighter where the contact is less perfect. The scraping should be continued until the contact spots do not exceed 3/4 inch from center to center, and the inspector should assure himself of this fact before these parts are finally fixed in position.
The carriage should be run back and forth along the length of the bed to detect any slight curves that the bed may have taken since it was planed, and if any are found they should be corrected by scraping. Of course the bed should be carefully leveled up and kept so during the time this scraping and fitting is going on.
When the lathe is finally "set up" or erected, great care should be taken to have it in as firm a foundation as is possible, and this requirement becomes all the more important as the lathe is larger and heavier. The bed should be carefully leveled both longitudinally and transversely, applying the level to the tops of the V's at points not over four feet apart for large and heavy lathes, and not over three feet for small and medium sized ones. If this is not carefully attended to it will be difficult to determine with any reasonable degree of accuracy whether or not the lathe will bore truly, as a slight change in the tops of the V's, throwing them out of a true plane, will defeat the test.
Neither can proper tests by means of the carriage be made if the V's on the bed are not so carefully leveled up as to be correctly in the same plane.
Before proceeding to further describe this system of lathe testing, attention is called to the accompanying blank report for properly recording the results of the inspection. It will be noticed that it is quite thorough, but a long experience in machine tool work brings us to the conclusion that there is not a superfluous observation or requirement in it. And it is recommended that lathe builders send a signed copy of this report to the customer who purchases the lathe, for his information and guidance in testing the lathe for himself when he has it set up in his own shop.
Continue to:
My Books

