Chapter XII. Testing A Lathe
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XII. Testing A Lathe
Prime requisites of a good lathe. Importance of correct tests. The author's plan. Devices for testing alignment. Using the device. Adjustable straight-edge. Development of the plan. Special tools necessary.
Proper fitting-up operations. Leveling up the lathe for testing. An inspector's blank. The inspector's duties. Testing lead screws. A device for the work. A micrometer surface gage. Its use in lathe testing. Proper paper for use in testing. Test piece for use on the face-plate. Testing the face-plate. A micrometer straight-edge.
Allowable limits in testing different sized lathes. Inspection report on a lathe. Value of a complete and accurate report.
Before entering upon the consideration of the work of the lathe in all its varied phases and by the different methods that are appropriate for the many classes of work with which we have to deal, it would seem proper to discuss the methods of testing the lathe to ascertain its condition before putting work upon it.
In so doing we shall be able to direct attention to some of the prime requisites of a good lathe and how to ascertain whether the particular lathe in question possesses them or not. We should know whether the main spindle is exactly parallel with the V's or not, both in a horizontal and a vertical plane; to know whether the carriage is at exactly right angles to the V's or not; to know whether the head center and the tail center are exactly in line or not; and so on through the many requisite features of a good lathe; one that will "turn straight, face flat and bore true."
The plan that will be given and the tools and implements used were devised by the author, who used them in testing hundreds of lathes and found them accurate and practical, and confidently recommends them to any mechanic having such duties to perform and a desire to perform that duty in the best and most accurate manner, and to make the reports on the machines he tests of such a nature as to command the confidence and respect alike of manufacturer, purchaser, and user.
At this time, when such extreme accuracy in machine tools is demanded, when it may be said that the machine tool that could be sold as a fairly good tool ten or even five years ago could scarcely be given away now; when a buyer critically tests every requirement of the machine he buys, and oftentimes almost literally dissects it, it becomes necessary to adopt such methods and to provide such appliances as will insure a practical demonstration of its accuracy. Although the lathe is the oldest known machine tool we have, we are far from knowing all its capabilities and possibilities as yet, and each year finds some added good points brought out by the many workers in the field.
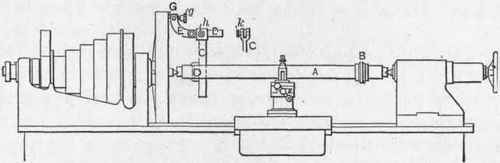
Fig. 195. - Testing Alignment of Lathe Centers.
But whatever may be its special form or construction it becomes a matter of vital importance to practically test it before it leaves the hands of the manufacturer.
And that condition or those qualities which are important to the builders of machine tools are equally important to the purchaser who "pays good money and expects a good machine." The success of the mechanic who runs the machine, and the officials under whom he works, is a matter that has its important bearing upon the question, since we cannot expect a high degree of efficiency without good machines.
Therefore the proper appliances for making accurate tests of lathes are here presented.
Figure 195 shows the general construction of the testing device, as applied to a lathe, for ascertaining the alignment of the head and tail spindles. An arbor, A, is preferably constructed of thick steel tubing with hardened steel plugs fitted to and forced into the ends, which have been previously bored out. This arbor is ground true and should be from 4 to 6 inches longer than the diameter of the largest faceplate to be tested.
Upon the arbor is accurately fitted a hardened and ground collar B. At the end of the arbor next to the faceplate the plug has a mortise a, made square at one end and at an angle at the other, as shown in Fig. 196. At the angled end is fitted a key b, with the usual projections, to prevent it from dropping out, and controlled by the thumb-screw c. Passing through the mortise a is a bar C, carrying at its outer end a micrometer screw device, represented in detail in Fig. 197. This consists of a bar D, of a size convenient to hold in the tool-post of the lathe as well as in the slotted end of the bar C, where it is clamped by the thumb-screw k.
Pivoted to the bar D is the curved bar E, having pivoted to it the block F, which carries the micrometer screw G, operated in the usual manner. The knurled thumb-screws d, e, fix these joints in any desired position. The use of this apparatus is as follows: Place the arbor in the lathe, slide the collar B up near the mortise a, clamp the micrometer device in the tool-post in the position shown in the upper figure in Fig. 198, and bring the point of the micrometer screw down upon the collar B, rotating the latter slightly to get the pressure just right. Slide the collar B to near the tail-stock, move the carriage down opposite to it and note if the micrometer screw rests upon the collar as before. If not, note on the graduations of the micrometer the amount that the tail spindle is high or low.
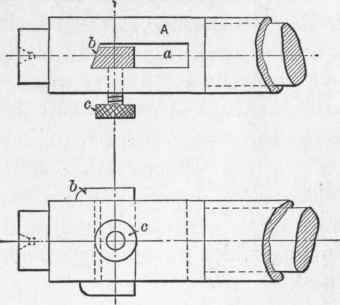
Fig. 196. - Details of the Testing Bar.

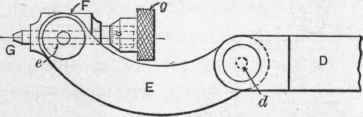
Fig. 197. - Micrometer in Position to Test.
It is assumed that the centers have previously lined fairly well sidewise. To set them accurately the same method as above is used, setting the micrometer device as shown in the lower figure in Fig. 198.
Continue to:
My Books

