Chapter XVIII. High-Speed Lathes
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XVIII. High-Speed Lathes
Prentice Brothers Company's new high-speed, geared head lathe. A detailed description of its special features. A roughing lathe built by the R. K. Le Blond Machine Tool Company. Lodge & Shipley's patent head lathe. The prime requisities of a good lathe head. Description of the lathe in detail. The capacity of the lathe. A special turning lathe of 24-inch swing built by the F. E. Reed Company. A two-part head-stock. The special rest. Its two methods of operation. Its special countershaft. The Lo-swing lathe, built by the Fitchburg Machine Tool Works. Its peculiar design. A single purpose machine. An ideal machine for small work. Builders who have the courage of their conviction.
The Prentice Brothers Company have recently brought out a new high-speed geared head lathe, that possesses some valuable features and is worthy of careful consideration. It is well designed to meet all the most rigid demands of modern shop methods that may be made upon a lathe of this character, and is strongly built to withstand all the shocks and strains to which it may be subjected.
Apart from its great power, the machine is interesting mechanically in its arrangement for procuring eight spindle speeds from a single speed countershaft, thus always furnishing an equal belt power no matter what spindle speed is in use. It is also of much interest in that it presents a new modification of the quick change feed device.
The lathe is shown complete in Fig. 264, and the details of the head-stock, feed gears, and quick change gear mechanisms in Figs. 265, 266, 267, 268, 269, 270, and 271. A careful study of these details will be interesting as giving a clear insight into the prominent features of the device. As will be seen by referring to Fig. 265, four changes of speed are obtained between the pulley shaft and the spindle through an arrangement of gears and friction clutches, and that the number of changes are doubled by engaging the back gears by means of a positive tooth clutch.
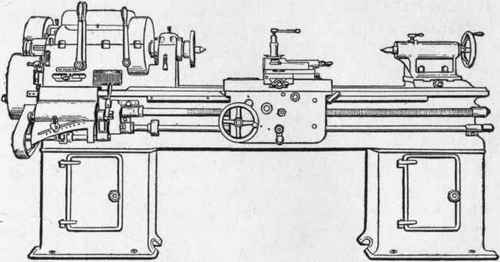
Fig. 264. - High-Speed Engine Lathe built by the Prentice Bros. Company.
The back gears never travel fast enough to render it impracticable to use a positive clutch for this purpose. The result is a ratio of 6 to 1 between the spindle and any friction while the back gears are in use. The driving pulley, which is located on a back shaft, drives the spindle by means of spur gearing. The pulley carries a 4-inch belt, which runs at a speed sufficient to transmit 15 horse power.

Fig. 265. - Horizontal Section of Head-Stock of Prentice High-Speed Lathe.
The eight changes of speed are obtained by means of the levers A, B, and C, shown in Figs. 266 and 267, and also at the front of the head-stock in Fig. 264. This arrangement of the several operative parts is such that there is no danger of engaging conflicting spindle speeds at the same time. On the pulley shaft D, in Fig. 265, which is situated at the back of the head-stock, and revolves at a constant speed at all times, are two friction clutches E and F, either of which may be operated by the lever A, which slides the friction spool I along the shaft D, for the purpose of engaging the clutches at the right or the left. Between the head spindle and the pulley shaft D is located a secondary shaft G, which carries two gears of different diameters, engaging with corresponding gears upon the pulley shaft D, and also gears which are fixed to the hubs of the friction discs J and K. These friction discs run loosely upon the quill L, L, which is itself loosely journaled upon the head spindle and which carries the friction disc L1 at its end. The friction rings M, N, are keyed to the quill L. The friction ring 0 is keyed to the head spindle.
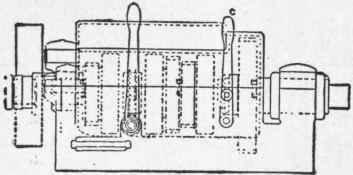
Fig. 266. - Front Elevation of Head-Stock of Prentice High-Speed Lathe.

Fig. 267. - Cross Section of Head-Stock of Prentice High-Speed Lathe.
The four high-speeds are engaged as follows: With the frictions E, M, and 0, driving directly; with the frictions F, N, and 0, driving directly; with the frictions F, M, and 0, driving through the intermediate shaft G; and with frictions E, N, and 0, also through the intermediate shaft. The back gears and the spindle-driving gear W run constantly, while the friction spool I is engaged with either friction E or F. By engaging the friction spool and clutch P, which is keyed to the lathe spindle, with the spindle driving gear W, the back gear speeds are obtained. If desired, the lathe is furnished with a two-speed countershaft, to double the number of speeds to 16.
The device for changing the feed and for the cutting of screw threads is a radical change from the swing intermediate gear type, as it does away with the raising and lowering an intermediate gear sweep and sliding the intermediate gear laterally to engage with feed gears on the end of the head and bed. A pull spline and spring spline in combination replace the older mechanism.
Upon the end of the head-stock and in the position usually occupied by the regular feed spindle is a feed shaft, A, in Fig. 268, upon which four gears are splined. The shaft is supported at its outer end in a brass bushing mounted upon the gear guard. This shaft with its gears revolves at the same speed as the main head spindle of the lathe. Below the feed shaft is a hollow stud B, on which are loosely mounted four gears meshing with the feed gears on A. The gears on both A and B run constantly with the main spindle when not disengaged by the usual rocker device on the end of the head-stock at 0.
Continue to:
My Books

