Classification Of Lathes. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Classification Of Lathes. Part 4
These being the conditions under which it is designed and built, it is an expensive lathe, as the most skilful labor is used in its construction and the time devoted to this work is always liberal. It is, therefore, essentially a lathe for the tool room and the laboratory rather than the manufacturing department, and with it master screws of very great exactness and all similar work is performed. It is, of course, an engine lathe in its general design, although there are more or less changes of form and manner of assembling the parts introduced for the purpose of avoiding the effects of strains, protecting bearings from dirt, insuring accuracy of movement of the several parts, and so on, everything in the design and construction being subordinated to the one condition of the greatest precision and accuracy, not only in the entire machine but in all its individual parts.

Fig. 22. - A Rapid Reduction Lathe.
The rapid-reduction lathe, shown in Fig. 22, is another form of a complete engine lathe, built heavy and strong, with a powerful and somewhat complicated driving mechanism and very strong feed. The tool holding device should accommodate at least two tools and hold them very rigidly. It should have thread-cutting facilities so that pieces requiring threads may be entirely finished in this respect. It should be an accurately working machine so that it may not only rapidly reduce the stock to near the finishing dimensions, but finish all ordinary work to the given sizes, or to such dimensions as may be called for when the piece is to be finished by grinding. Such a lathe may be arranged with a series of stops both for diameters and lengths and thus do much of the work done in a very much more expensive turret lathe. It will be of much convenience to have a hollow spindle, bored out as large as possible so as to admit of running a bar of round stock through it, holding it in a chuck and forming one end of the pieces, then cutting them off, leaving the remainder of the work on the opposite end of the piece to be done at a second operation in this lathe or some similar machine. In working up round stock in this manner the lathe should be provided with a cutting-off slide constructed similar to that on a turret lathe.
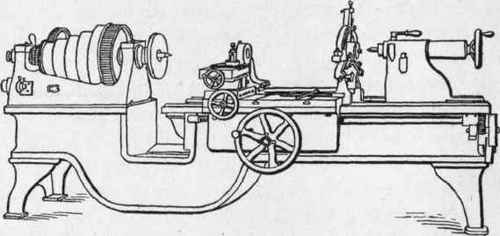
Fig. 23. - A Gap Lathe.
A gap lathe, shown in Fig. 23, is one in which the top of the bed is cut away for a space immediately in front of the face-plate for the purpose of increasing the swing of the lathe so that much larger work may be turned or bored, either when held upon centers or in a chuck. This type of lathe is more in favor in English machine shops than those of this country, where the gap lathe is seldom seen. When the work of the lathe is not of such a nature as to require the gap, it is usually closed up in one of two ways. The first method is to have a portion of bed exactly like the main part and of such a length that it will exactly fit in the space forming the "gap." The other method is to have that portion of the bed upon which the head-stock is attached, of the full height, while the remainder of the bed is lowered sufficiently to furnish a support for a sliding supplemental bed whose depth is equal to the depth of the gap. This supplemental bed when closed up to the face of the head-stock completes the bed by filling the entire cut-away portion completely to the rear end. When it is desired to form a "gap" this supplemental bed is moved, toward the rear end of the bed proper to any desired distance to leave the required space or gap for the work in hand, and secured by bolts arranged for that purpose. In a large machine shop, with the proper lathes for handling whatever work the shop is called upon to do, the gap lathe is not usually necessary and will seldom be found, but in jobbing shops, particularly those with a modest equipment of tools, the gap lathe may often be found convenient for doing exceptionally large jobs such as pulleys, balance-wheels and the like, as these jobs may come along so seldom that it would not be advisable to incur the expense of a lathe large enough to swing them, and which would be liable to be idle a large portion of the time.
The gap lathe is provided with the usual thread-cutting mechanism and is in all respects a complete engine lathe. It is not usually as rigid as a solid bed lathe and therefore not as efficient in taking heavy cuts.
The fourth class, including the various types of special lathes, would of necessity be a very large one if an attempt were made to enumerate them all, and the list might prove tiresome to the busy reader. Those introduced in the foregoing list are of the well-known and recognized types and seem to be sufficient for the purposes of this work.
Forming lathes are of heavy and massive design and construction, and provided with powerful driving mechanism, adapted to rather slow speeds, and with fine feeds, owing to the large extent of the cutting surface of the tools used in them. These tools require special forms of rest for supporting them which are of strong but simple design, as many of the forming tools are simply flat steel plates with the form to be turned cut in the edge, so that when dull they may be sharpened by grinding the top face and not changing the form. Forming lathes should have hollow spindles, bored out much larger in proportion than in other types of lathes. The author has designed and built these lathes of 28-inch swing with a spindle 7 1/2 inches in diameter and bored out to 5 1/8 inches, so as to take in a bar of 5-inch steel. As this size weighs about 85 pounds to the foot, or a bar 16 feet long weighs over 1,300 pounds, it will be seen that ample provision was needed for the weight to be borne upon the main spindle bearings in addition to the weight of the lathe parts, and that while the driving power necessary for operating with a wide forming tool on steel of 5 inches diameter was a serious matter, that of providing for the rotating of this unusual load was a considerable addition to it. However, they met the required conditions and succeeded in turning out much work even of this comparatively large diameter. Naturally the forming lathe requires no provision for thread cutting, but a geared feed should be used and will need to be of ample power to withstand the very severe strain to which it will be put.
Continue to:
My Books

