Chapter XIX. Special Lathes
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XIX. Special Lathes
The F. E. Reed turret-head chucking lathe. Its special features. A useful turning rest. The Springfield Machine Tool Company's shaft-turning lathe. The three-tool shafting rest. The driving mechanism, Lubrication of the work. The principal dimensions. Fay & Scott's extension gap lathe. Details of its design. McCabe's double-spindle lathe. Its general features. Its various sizes. Pulley-turning lathe built by the New Haven Manufacturing Company. A special crowning device. Its general design. A defect in design. The omission of a valuable feature. Pulley-turning lathe built by the Niles Tool Works. A pulley-turning machine. Its general construction. Turning angular work. Convenience of a bench lathe. The Waltham Machine Company's bench lathe. Its general dimensions and special features. A grinding and a milling machine attachment. Devising special attachments. Reed's 10-inch swing wood-turning lathe. Special features of design. Popularity and endurance. The countershaft. Inverted Vs.
The F. E. Reed Company build a number of sizes of turret head chucking lathes, with both plain and back-geared head-stocks, and cylindrical turrets placed upon a lateral top slide supported by a heavy base or bottom slide fitted to the V's of the bed.
In Fig. 277 is shown one of these lathes with a back-geared head-stock. The spindle, which is of crucible steel, is bored out to 2 inches and has a front bearing 4 inches in diameter. It is fitted with a three-step cone, the diameters of which are 7 3/4, 11, and 14 inches and carries a 3 1/2-inch belt.
The turret is 12 inches in diameter and has four holes, 2 inches diameter. It is arranged to be turned by hand, although, of course, may be made automatic in its action if desired. The turret slide is 38 inches long and has a movement of 17 inches, with an automatic feed and stop device. The turret shoe or bottom slide is 26 inches long.
The patented rest is a special feature. It is hinged to a slide which is bolted to the back side of bed, and adjustable for any length of work. It carries bushing for holding chuck drills, and is arranged to be turned back out of the way instantly to allow the use of other tools in the turret. This is a strong, powerful lathe, and with the builders system of three-lip drills and reamers, fully one third more holes can be made than with ordinary turret chuck lathes.
The lathe is built heavy and strong and the parts are well fitted and of good material, so as to stand the hard and continuous service to which such a machine is subjected, as well as the neglect and the dirt and sand incidental to chucking work on rough castings. With a 7 1/2-foot bed the lathe weighs 2,750 pounds.
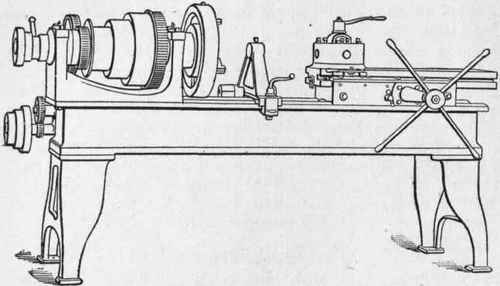
Fig. 277. - 20-inch Swing Turret Head Chucking Lathe, built by the F. E. Reed Company.
The turning of shafting requires not only a specially designed tool carriage, carrying three tools, but there should be a special arrangement of the feeding mechanism, specially long centers, and special devices for supporting the long shafts near the cutting-tools as they are being turned. These conditions have been considered and provided for in the 24-inch swing shafting lathe, built by the Springfield Machine Tool Company, which is shown in Fig. 278.
The three-tool shafting rest takes the place of the usual compound rest, and when in place connects the gear upon its oil pump shaft to a similar gear on the driving shaft running the entire length of the bed. In designing the three-tool rest, two of the tools are placed on the left and one tool on the right of a massive follow rest. All of these tools are on the front side of the shaft to be turned, in which position they are convenient to manipulate and their cutting edges are always in plain sight. Some builders put one of these tools in a reversed position in the rear of the shaft, to be turned so as to balance the cutting strains better.
There is a driving mechanism arranged at the tail-stock as well as the head-stock, which is very convenient when turning shafts very long in proportion to their diameter, and hence subject to unusual torsional strains. Either of these drives may be thrown into gear instantly. Thus in turning a long, slim shaft, that half near the tail-stock may be turned with the tail-stock driving mechanism. As the tools pass the center of the shaft the tail-stock drive is thrown out of gear and the head-stock drive engaged, The saving of time by having the drive applied near the point of resistance to the cutting tools should be considerable on long work.
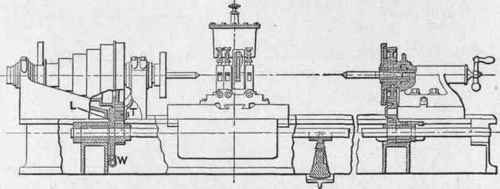
Fig. 278. - 24-inch Swing Shaft Turning Lathe, built by the Springfield Machine Tool Company.
Attention is called to the substantial manner in which the tail-stock spindle is clamped in order to render it suitable for supporting the driving mechanism, and also for furnishing a large wearing surface for the supplemental face-plate and face gear upon the body of the tail-stock.
The method used for guiding the shaft in the follow rest is to pass it through a split cylindrical collar, one of which is furnished for each diameter of shaft to be turned. These collars are broad enough to furnish sufficient bearing surface to the shaft to prevent undue friction or cutting, while they hold the shaft accurately in place and can be closed up with an adjusting screw to compensate for any wear that may occur by continued use.
As a copious supply of lubricant is essential in shaft turning, a duplex single-acting plunger force pump is bolted under the water reservoir of the shafting rest, from which it receives its supply. Water is forced up into a tank sufficiently elevated to bring the supply tubes to the proper height above the cutting-tools. This tank is arranged with an automatic relief valve susceptible of adjustment so that any desired pressure can be obtained. By this arrangement the operator need not give any attention to the pump when he starts up the lathe, inasmuch as it provides automatically for the overflow should no water be required. The water used may have added to it soda, soap, or any of the usual ingredients used for such purposes.
Continue to:
My Books

