Chapter VIII. Lathe Design; Turning Rests, Supporting Rests, Shaft Straighteners, Etc
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter VIII. Lathe Design; Turning Rests, Supporting Rests, Shaft Straighteners, Etc
Holding a lathe tool. The old slide-rest. The Reed compound rest. The Lodge & Shipley compound rest. The Hamilton compound rest. The Hendey-Norton open side tool-posts. Quick-elevating tool-rest. The Homan patent tool-rest. The Le Blond elevating tool-rest. The Lipe elevating tool-rest. Revolving tool holder. The full swing rest. The Le Blond three-tool rest. The New Haven three-tool shafting rest. The Hendey cone pulley turning rest. Steady rests. Follow rests. The usual center rest. The New Haven follow rest. The Hendey follow rest. The Reed follow rest. The Lodge & Shipley follow rest. Their friction roll follow rest. Shaft straighteners. The Springfield shaft straightener. New Haven shaft straightener. Lathe countershafts. The two-speed countershaft. Geared countershafts. The Reed countershaft. Friction pulleys. Tight and loose pulleys. Self-oiling boxes. The Reeves' variable speed countershaft. Design of geared countershafts. Another form of variable speed countershafts.
While the old principle of holding a lathe tool in a tool-post or under one or more clamping bars is still largely used to securely hold the tool in a rigid position for performing its work, there have, within the past few years, been designed and come into use a number of very convenient, rigid, and practical tool-holding devices.
The use of high-speed steel, and consequently of heavy cuts, have rendered the use of very rigid tool-holding devices imperatively necessary.
Some of the more prominent of these are here shown and their special features commented upon.
The old familiar slide-rest of our apprenticeship days still lives and is much used on hand lathes, bench lathes, and the like. Fig. 124 shows this form of turning rest as made by the F. E. Reed Company. Its construction is so familiar to every mechanical man that any description is unnecessary.
Figure 125 shows a very efficient compound rest made by the same establishment to which attention is called as to the very rigid method of holding and clamping the tool by two heavy clamping screws. Also to the important fact that the tool is held at the extreme left-hand edge of the tool-holding device, in which position it is nearly always used. At the same time the entire top, tool-holding block is adapted to turn in any direction and to be securely held at any angle, thus making it invaluable for turning up to close shoulders or other obstructions at the right, and also when turning or boring inside work wherein it is necessary to set the tool nearly parallel to the center line of the lathe.

Fig. 124. - Plain Slide-Rest, made by the F. E. Reed Company.

Fig. 125.-Compound Rest made by the F. E. Reed Company.
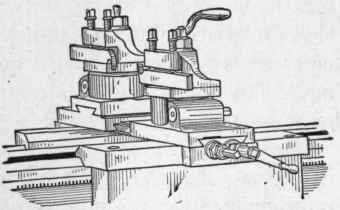
Fig. 126. - Compound Rest for Two Tools, made by the F. E. Reed Company.
Figure 126 shows a similar device, made by the same company, with arrangements for holding two tools under the same conditions as above noted. This is very useful when heavy cuts are to be made upon work where rapid reduction of the amount of stock is called for, as the inverted back tool assists very much to balance the resistance by dividing it between two points.
Figure 127 is of the compound rest and tool-holding device as made by Lodge & Shipley. It is neat and substantial and the forward prolongation of the shoe adds rigidity on heavy cuts. Both the upper and lower slides are fitted with taper gibs, which, besides being tapering, are tongued and grooved into the slides, so that no amount of strain will displace them. These gibs are provided with two screws only, and at each end, which take up the wear evenly the entire length, and are possible of delicate adjustment. They will not require resetting perhaps more than once a year.
The-tool clamping bars are arranged the same as those of the New Haven device, shown in Fig. 114. These slide loosely into the T-slots and may be removed and replaced by the arch clamps shown at A, A, the tool passing through one or both of these as occasion may require. They may be located at any desired position in the T-slots. This alternate device will be found very convenient on many unusual jobs as well as upon regular work.
In Fig. 128 we have the compound rest with its tool-clamping device as made by the Hamilton Machine Tool Company. It is quite similar to that shown in Fig. 124, and made by the F. E. Reed Company, and possesses its good advantages of adjustment of the tool to point in any direction and to work up closely to a shoulder on either side. Lodge & Shipley make a similar device with the tool clamp almost identical with this one.
Figure 129 shows the "open-side tool-post" made by the Hendey Machine Company. It is so arranged that it may be substituted for the slotted tool block and ordinary tool-post of their lathes. It may be swiveled to any desired angle and accurately adjusted by the graduations at the base. It is a good example of a rigid and substantial tool-holding device.
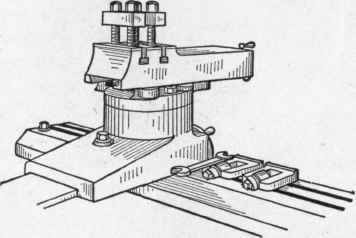
Fig. 127.-Compound Rest and Tool-holding Clamps made by the Lodge & Shipley Machine Tool Company.
Figure 130 shows the "quick-elevating" tool-rest made by the same company. The tool is raised or lowered by using the tool-post wrench on the short lever indicated in front in the engraving. It carries the old-style tool-post and is not, therefore, as rigid as that shown in Fig. 128.

Fig. 128. - Compound Rest and Tool-holding Device, made by the Hamilton Machine Tool Company.

Fig. 129. -Open Side Tool-Post, made by the Hendey Machine Company.
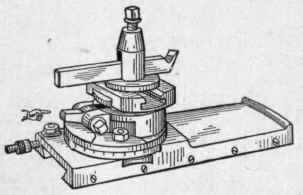
Fig. 130. - Quick-Elevating Tool-Post made by the Hendey Machine Company.
Continue to:
My Books

