Turning Rests, Supporting Rests, Shaft Straighteners. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Turning Rests, Supporting Rests, Shaft Straighteners. Part 2
Figure 131 shows the Homan patent tool-rest, which is also made by the Hendey Machine Company, which has a screw adjustment as to height and a graduated base for setting to any required angle. It is, perhaps, the most rigid device of the kind using a single tool-post, and is a very well made, accurate, and convenient piece of mechanism.
In Fig.. 132 is represented the Le Blond elevating tool-rest provided with a thread-chasing stop which is clamped to the dovetail upon which the rest slides. The device is very simple and effective for ordinary work. It would not seem quite so well adapted, however, for very heavy cuts on account of the fact that a heavy vertical strain would be rather severe on the inclined screw which holds the tool block up to its position.

Fig. 131. -The Homan Patent Tool-Rest made by the Hen-dey Machine Company.

Fig. 132. - Elevating Rest with Thread Chasing Stop, made by the R. K. Le Blond Machine Tool Company.
A very substantial device is shown in Fig. 133, and known as the Lipe elevating tool-rest. It is made by the Lodge & Shipley Machine Tool Company. In this device the tool-holder proper has formed upon its lower end a cylindrical portion which fits into the main casting and is secured thereto in any desired position by a strong clamping screw. It is adjusted vertically by a screw through the upper, and bearing upon the lower casting as shown in the engraving. The entire device fits upon the dovetail of the carriage in place of the compound rest. This device is as rigid as is possible to make an adjustable tool-holding device and is amply strong for heavy cuts.
The revolving tool-holder, shown in Fig. 134, is made by the Lodge & Shipley Machine Tool Company, the R. K. Le Blond Machine Tool Company, and others. It is a very useful form and is equally adaptable to the carriage of an engine lathe or the slide of a turret lathe.
It is a very strong and rigid device and holds four tools, either at the corners or sides. The locking pin withdraws automatically when the clamping bolt is released to revolve the turret. It is interchangeable with the compound rest, simple in design, rigid in construction, and a great time-saver where the number of pieces reduced to the same dimensions permits the several tools in the tool-post to be used alternately.
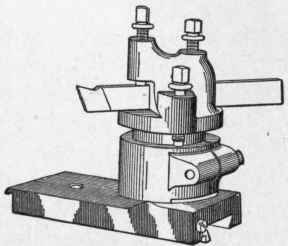
Fig. 133. -The "Lipe Elevating Tool-Rest," made by the Lodge & Shipley Machine Tool Company.
Its greatest advantage seems to be that by its use we practically add the features of a turret to the ordinary engine lathe and at a very nominal cost. It is true that we do not get the drilling and reaming features, but still many turret operations may be accomplished by its use.
Figure 135 shows what is variously termed as a "full swing rest," or a "pulley rest," or a "wing rest," etc., by different lathe builders. First, because it is for turning work the full swing of the lathe and which the tool in the compound rest will not conveniently reach; second, because it is principally used for turning pulleys, and work of that nature, and third, because it is attached to the front "wing" of the lathe carriage.
It is frequently made at an angle, inclining downward from the center of the lathe so that it may be made conveniently low to fit the low carriage of a large swing lathe and still have the general line of the tool on a radial line from the lathe center. This rest is practically the same as the plain tool block used on the carriage, with a base suitable for bolting down over a T-slot.
Figure 136 represents a three-tool turning rest, adapted to be used on ordinary engine lathes. It is made by the R. K. Le Blond Machine Tool Company.

Fig. 134. - Revolving Tool-Holder, made by the Lodge & Shipley Machine Tool Company.
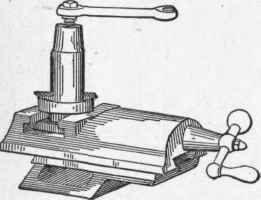
Fig. 135. - Full Swing Rest made by the R. K. Le Blond Machine Tool Company.
It consists of a special base or slide, carrying three tool-holders, two in front and one in back. These may be advanced towards each other simultaneously by means of the cross-feed screw, in addition to which each has an independent forward and backward movement. The rear tool-holder has also lateral adjustment. The base is surrounded by a groove for collecting the oil, soda-water, or other lubricant used. The device is invaluable for many purposes.
Figure 137 shows the three-tool shafting rest made by the New Haven Manufacturing Company. This is adapted to be located on the carriage of an ordinary engine lathe in place of the compound rest, and in addition to the three-tool slides, tool-posts, etc., in the last example there is a fixed standard in the center providing a center rest in which bushings of various diameters, to suit the different sizes of shafting, may be carried, and which serve to hold the shafting to be turned steady and firm for the action of the turning tools. In the last example this function must be performed by a separate "steady rest," attached to the carriage or to the lathe bed.

Fig. 136. - Three-Tool Turning Rest, made by the R. K. Le Blond Machine Tool Company.
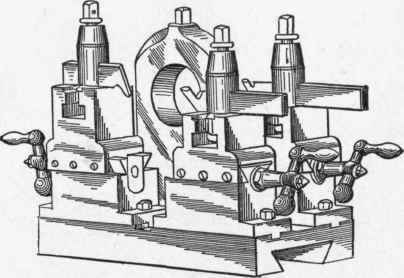
Fig. 137.-Three-Tool Shafting Rest, made by the New Haven Manufacturing Company.
Continue to:
My Books

