Turning Rests, Supporting Rests, Shaft Straighteners. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Turning Rests, Supporting Rests, Shaft Straighteners. Part 3
The turning of cone pulleys is usually a tedious and expensive job unless some special device is in use for the purpose. In Fig. 138 is shown such a device built by the Hendey Machine Tool Company. It should of necessity have a special carriage to accommodate it. The center part of the carriage should be as wide as the length of the largest cone to be turned in order to have ample support for the end tools. The tool-carrying block is adapted to swivel so as to accommodate the locations of the tools to the varying diameters of the cone, as the difference between the diameters of the smallest and largest steps will necessarily vary considerable. As one T-slot holds all the tool-posts it is only necessary to provide as many tool-posts as there are cone steps.
The crowning of the pulley faces is effected by a taper attachment device, or its equivalent, at the back of the carriage. This may be effected by using straight tapers and making two settings, the inclined lines meeting in the centers of the pulley faces; or, the proper curve or "crown" may be given to the device by a curved guiding bar instead of a straight one.
Under the general name of steady rests we may include any attachment to a lathe which has for its purpose or function that of furnishing a support at one or more points around the circumference of the piece being turned, opposing the pressure of the cutting edge or point of the tool and holding the work up to its original position and alignment as before the tool commenced cutting.
Ordinarily there are two classes of these rests which may in a general way be called "center rests" and "back rests." The center rests usually have jaws bearing upon the work at three points spaced equally around the circle, while a back rest bears upon the work generally at the back and on top only. Sometimes such a rest consists essentially of a forked or V-shaped piece firmly held and embracing the circle of the work.
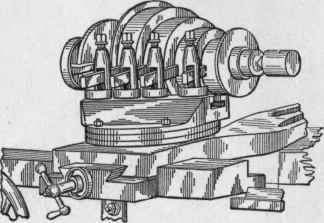
Fig. 138. - Cone Pulley Turning Rest, made by the Hendey Machine Company.
Sometimes these rests are attached to the carriage and follow the work of the cutting-tool closely so as to continue the support given the work as near the tool as possible. These are often called "follow rests." They may be made with two or three adjustable jaws resting against the work, or they may carry a bushing having a hole reamed just large enough to admit of passing rather closely over the work, sometimes in advance of the work (in case of previous turning), but usually following the tool.
Figure 139 is of the well-known form of a center rest, substantially as made by all lathe builders, the variations of design being in matters of detail, and not in general form, functions or methods of support or attachment.
Figure 140 is of the follow rest as made by the New Haven Manufacturing Company. It will be noticed that the top jaw inclines to the front, so that, acting in conjunction with the back and the bottom jaw, it serves to embrace more than half of the circle of the work in the process of turning. The base of this rest is fitted to the dovetail on the lathe carriage and fits in behind the compound rest.
Figure 141 represents the Hendey follow rest for use on light lathes. It is bolted to the side of the carriage and "steadies" the work by means of the adjustable jaw which is set up against the back and top of the piece to be turned, and held in that position by two set-screws as shown.
In Fig. 142 we have the follow rest used by the F. E. Reed Company. This rest has but two jaws, one at the rear and one over the work. Its peculiar feature is that the jaws may be removed and a special piece substituted, which is bored out to receive bushings which may be bored and reamed to fit the different sizes of work to be machined. This feature will prove advantageous, particularly when a large number of parts, say shafts, are to be turned.

Fig. 139. - Center Rest, as made by nearly all Builders.

Fig. 140. -The New Haven Follow Rest.
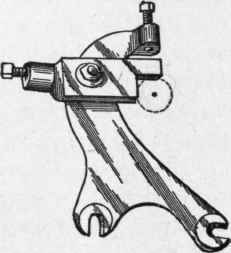
Fig. 141. - The Hendey Follow Rest.
Figure 143 represents a very solid and substantial follow rest made by Lodge & Shipley Machine Tool Company. It is adapted to very heavy work and will be found useful on any rapid-reduction lathe. With one exception it is the strongest follow rest made.
Figure 144 shows the strongest follow rest made and is a product of the same establishment. Being provided with friction rolls for reducing the friction of the work, it is adapted to the heaviest work the lathe is capable of carrying. It is well designed for the purposes for which it is to be used and its parts are so made as to be easily adjustable to suit the work. Its special points of. construction are interesting as showing the thoroughness of the design.
The two jaws carrying hardened-steel rollers move in and out in a circular path, being actuated by a worm and knob. When set in any position they are adapted for a variety of diameters by simply moving the entire rest backward or forward. This is accomplished by connecting the rest to a screw which telescopes the regular cross-feed screw and is operated by the same hand wheel which sets the tool-rest. The position of the rollers is such that in approaching a shoulder they support the shaft upon the smaller diameter until the cutting-tool has turned a portion of the next larger diameter, when the position of the rest is changed to bear on that portion.
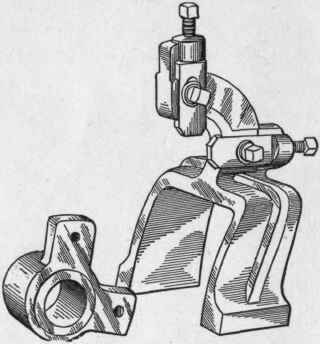
Fig. 142. - The Reed Follow Rest, with Bushing.

Fig. 143.-The Lodge & Shipley Follow Rest.
Continue to:
My Books

