Special Lathes. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Special Lathes. Part 2
On this lathe, when arranged as above, it is only necessary to remove the shafting rest, replace the compound rest, disconnect the tumbler gear under the head-stock, and the lathe is ready to perform any of the ordinary functions of an engine lathe, thus making it a valuable convertible lathe where there is not shaft-turning work to keep it going all the time, although that is the primary object in designing it and that is supposed to be its chief function.
The long centers shown are necessary as they must reach through the bushing in the shafting rest, which is mainly depended upon to support the shaft during the process of turning. They are bored and reamed to the diameter which the shaft is turned by the second tool (the first tool being a roughing tool), and then split so that by a little compression, exerted by a set screw provided for that purpose, the bushing is held in position and the shaft is accurately supported in its proper place.
Some of the principal dimensions of this lathe are as follows: Front bearing of main spindle, 4 inches in diameter and 7 inches long. Hole through the spindle, 1 1/2 inches. The driving cone has five steps, the largest of which is 16 inches in diameter and adapted for a 3 1/2-inch belt. The ratio of the back gearing is 12 to 1. The feeds are from 4 to 65 per inch. The lathe turns shafting up to 5 inches in diameter. Five feet of the length of the bed is occupied by the head-stock and tail-stock. The tail-stock spindle is 2 3/4 inches in diameter and has a travel of 9 inches.
This lathe with a 35-foot bed (to take 30 feet between centers) weighs, 13,000, pounds, showing its substantial construction and ability to handle heavy shafting successfully.
Fay & Scott are the builders of an extension gap lathe which has the advantage over a lathe whose bed is cast with a fixed distance in the width of the gap, as shown in Fig. 23. In this case there is a base or lower bed, as shown in Fig. 279, upon which the bed proper, or upper portion, is mounted and upon which it slides.
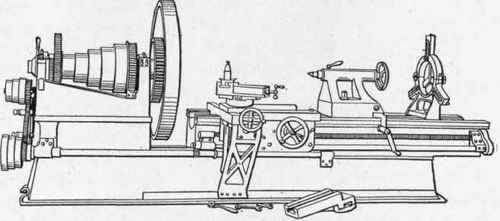
Fig. 279. - The Fay & Scott Extension Gap Lathe.
By this arrangement the "gap" can be widened to any distance desired, or it can be closed up entirely, converting it into an ordinary lathe. This is a great convenience on heavy work, particularly in a jobbing shop, or in any shop where there is a great variety of work to be done upon which large diameters occur, as the fly-wheels on crank shafts, large pulleys, and similar work.
The lathe is triple geared direct to the face-plate, the triple gear ratio being 34 to 1. The carriage is extended for turning work the full swing of the lathe, and is supported by an angle bracket with an adjustable gib on the lower bed. The lathe swings over the bed 28 inches, and through the gap 52 inches.
The 12-foot lathe takes 6 1/2 feet between centers when closed, and 10 1/2 feet when extended. The gap opens 4 feet, and every additional foot of bed lengthens the gap 6 inches.
Whatever may be the opinion as to the advisability of building a lathe with two spindles for the purpose of furnishing a lathe of large and small capacity, the fact still remains that the two-spindle lathe, brought out a number of years ago by J. J. McCabe, has achieved a notable commercial success and many of them are in use.
An illustration of the 26-48 inch swing lathe of this construction is shown in Fig. 280, which gives an excellent idea of this machine.
It is impossible in a lathe of this character to so design it that it shall present a symmetrical contour, however we may view the matter, yet it seems as if the tail-stock of this lathe might be somewhat improved in its outlines without detracting from its strength or usefulness.

Fig. 280. - 26-48 inch Swing Double Spindle Lathe, built by J. J. McCabe.
The lathe has a deep and strong bed and is well supported by cabinet legs, the one under the tail-stock being arranged to swivel to fit an uneven floor. The head-stock might be somewhat stronger to advantage, particularly for the 48-inch swing spindle, but it is probably a fact that the large swing feature is more in use for boring and similar work than for heavy work requiring the full swing. Still we know personally that much large and heavy work is done on these lathes, and that in shops where such work is an exception rather than the general rule the lathe proves a valuable addition to the equipment, saving the expense of a large lathe which, under ordinary circumstances, would be engaged on useful work only a fraction of the time.
While the head-stock and tail-stock are ready at all times for either the small or large swing, requiring only the necessary changing of face-plates to suit the work, the compound rest and the center rest require the use of a building-up or blocking piece when the change from small to large swing is made, and vice versa. Naturally the compound rest will not be as stiff and rigid as that of a regular 48-inch swing lathe, as the compound rest proper is designed upon lines and with dimensions that appear to be a compromise between those of a 26-inch and a 48-inch swing lathe.
The carriage has long bearings upon the bed and is of ample strength, as is also the apron and its operative parts. The feed is geared and consequently positive and capable of the necessary changes expected in a lathe of this character.
The head-stock cone is of five steps and takes a 3 1/2-inch belt. The head-stock is arranged with four adjusting screws, by means of which it may be at any time lined up parallel with the ways of the lathe. The head-stock and the tail-stock fit on flat surfaces instead of V's, thus increasing the normal swing of the lathe without raising the head spindle, as the inside V's are omitted. The tail-stock is fitted with a gib on the front side for the purpose of taking up any wear that will in time take place, and is provided with the usual set-over screw for turning taper work.
Continue to:
My Books

