Special Lathes. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Special Lathes. Part 3
The upper spindle is triple geared and has double the ratio of back gearing of the lower spindle, while the internal geared faceplate shown in the engraving is furnished as an extra and gives a ratio of 72 to 1, giving ample power for large work.
This lathe is also made 24-40 inch, and 26-44 inch swing, while the one here illustrated and described is also furnished with permanent raising blocks or built up solid to swing 32-54 inches. It is also arranged to run with an electric motor when this method of driving is preferred.
A pulley turning and boring lathe is shown in Fig. 281, and is built by the New Haven Manufacturing Company. There are several features in this lathe which make it of unusual value, not only for turning and boring pulleys, but for a variety of very useful work.
Among these are the following: The compound rest has an unusually long lateral feed. It may be set at any desired angle and has a power feed, and also a hand feed from either end. The compound rest screw may be disengaged by lifting a latch lever and the crowning attachment brought into operation.
Ordinarily the crowning of a pulley is effected by making its two parts with straight lines, leaving the angle of intersection of these lines in the middle of the face of the pulley. While this answers the purpose on ordinary pulleys, or pulleys with comparatively narrow faces, it is manifestly incorrect.
In this lathe the movement of the tool is controlled by a "former" A, attached to the fixed part of the compound rest and having a curved slot of proper radius in which the friction roll of a lever B travels. This lever is pivoted to the compound rest slide and its upper end connected to the compound rest tool block by a connecting bar which thus controls the movement of the cutting-tool. Several of these grooved formers, of different radii, are furnished with the lathe for use with pulleys of different widths of face.
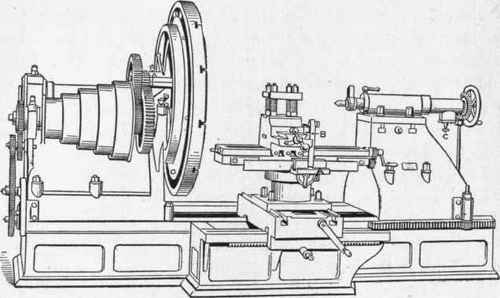
Fig. 281. - 60-inch Swing Pulley Lathe, built by the New Haven Manufacturing Company.
Another feature of this lathe is the automatic feed to the tail-stock spindle for boring purposes. This feed is of 13 inches travel, and readily thrown in and out by turning the knob C. In boring pulleys the proper boring bar is selected, one end placed in the taper hole in the tail spindle and secured by the clamp dog shown on the end of the spindle. The opposite end of this boring bar fits in a bushing in the head spindle, thus assuring a correct and properly aligned hole. While this work is being done the pulley may be held in a chuck, or chuck jaws attached to the face-plate, by the hub or by the rim. The pulley having been bored is pressed on an arbor and supported on centers. It is driven by two arms secured by bolts to the face-plate in the usual manner.
The tail-stock is provided with the usual set-over, the same as in an ordinary engine lathe, for the purpose of turning tapers. It is provided with two sets of holding-down bolts so that the top casting with the spindle may be set over without detaching the tail-stock from the bed. By this means there is no necessity for removing the work from the lathe or blocking it up.
The head spindle is driven entirely by means of the internal gear bolted to the back of the face-plate through a pinion on the cone shaft. Back gearing is provided by which, with the five-step driving cone, ten speeds may be produced. A defect in the design of this back gearing is that the gears are journaled upon a stud supported at only one end, thus permitting considerable vibration, which is liable to show by producing chattering of the tool upon the work.
While the feed is entirely gear driven, provision is made for accidents to the tool by making the gear upon the end of the cone shaft with a friction device, by which it will be allowed to slip if heavy and unusual strain is brought upon it, rather than that the gear teeth be endangered.
This lathe is not of new design, but has been built in substantially its present form for many years; it is a deservedly popular machine.
The ordinary length of the bed of this lathe is about 11 feet. It swings 60 inches over the bed and 50 inches over the carriage and will take in 50 inches between centers. Its weight is about 10,000 pounds.
The head spindle is bored out so that boring bars of any length may be used. It will bore and turn pulleys up to 60 inches in diameter and 19 inches face, and a pulley up to 50 inches in diameter and 32 inches face.
By throwing out the back gears a fast boring speed is produced, or the boring and turning may proceed simultanously, if the pulley is held by the arms on a proper face-plate fixture.
There is no arrangement for the employment of a back tool which might do the roughing work. This fact necessarily limits needlessly the output of the lathe, as a proper rest for one or more back tools could be readily and economically provided.
A pulley-turning lathe may be so designed as to become rather a pulley-turning machine than a lathe proper, and when thus specialized will usually be a more efficient machine than if designed strictly on the lines of a lathe. Such a machine is shown in Fig. 282, which is built by the Niles Tool Works, who build these machines for turning pulleys of 30, 50, and 60 inches diameter.

Fig. 282. - 40-inch Swing Pulley Turning Lathe, built by the Niles-Bement-Pond Company.
The bed, head-stock and tail-stock are all cast in one piece, and this casting extends to the floor or foundation and provides a very rigid support for the operative mechanism of the machine.
The head spindle is driven by spiral or tangent gearing, giving a very steady movement entirely devoid of the tendency to chatter as when turning a pulley or other light-rimmed wheel, when the power is by the usual spur gearing. By this device a much heavier cut, or a cut at a much coarser feed, may be successfully carried and consequently the time of performing the operation much reduced.
Continue to:
My Books

