Special Lathes. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Special Lathes. Part 4
The pulley to be turned is forced on a mandrel or arbor and held between centers in the usual way for obtaining good concentric work. As to the method of driving the pulley, there is an equalizing face-plate which has arms projecting between the spokes or arms of the pulley near the rim, and which press equally upon opposite sides of the work so that there is no tendency to spring the pulley out of its proper shape, as is the case when it is held in a chuck.
There are two tool-rests which operate at the same time, one being in front and provided with an angular feed for crowning the face of the pulley, and one in the rear carrying an inverted tool and provided with a hand cross feed. This lathe tool takes the roughing cut while the front tool carries the finishing cut and crowns the pulley. The angular feed with which the front tool is provided adapts it for turning bevel gears as well as pulleys. When set to make a straight cut parallel to the axis of the work it is well adapted to turning the outside of large gear blanks, balance-wheels, and similar work.
While the tool at the rear of the machine is often set for a straight cut, parallel to the axis of the work, it is also provided with an adjustable slide by which it may be set at an angle for crowning the face of a pulley or for turning bevel gears and similar work. This feature is necesary in heavy work particularly, in order to leave an equal amount of metal to be cut away by the front tool during its entire cut.
The driving cone is of ample diameter; it is arranged in six steps and carries a very wide belt. It runs at a proper speed for polishing pulleys, as well as for driving the machine for turning purposes, and its shaft extends to the front as an arbor or mandrel upon which the pulley to be polished may be mounted as shown at A, Fig. 282. A convenient polishing rest is shown at B, which is used for this purpose.
This machine is not intended for boring the pulleys, this part of the work being much more expeditiously performed on a chucking lathe or similar machine, which may be run at a much higher speed for this purpose.
It frequently happens that small work and that which must be very true and correct, particularly in tool, model, and experimental work, a comparatively light bench lathe is much more convenient, useful and efficient than a floor machine of similar capacity. One or more of these lathes, of good design and construction, should form a part of the equipment of every tool room, and of any room in a general machine shop or manufacturing plant where small work is done.
Such a bench lathe, built by the Waltham Machine Works, is shown in Fig. 283, and which is a good example of the best grade of American made bench lathe.
The bed of the lathe is 32 inches long and has a T-groove planed the entire length of the back side. A bed without this groove will be furnished, if desired, at a lower price, but such a bed will not take all the attachments that have been designed for it. The amount of metal in the bed is distributed so as to give great stability and rigidity while at the same time pleasing outlines are presented. These qualities apply equally to other parts of the lathe, beauty of design being one of its features.
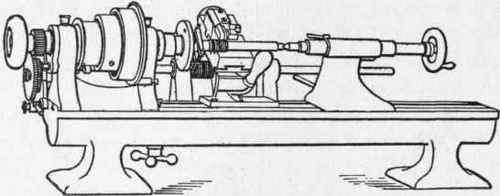
Fig. 283. - 8-inch Swing Bench Lathe built by the Waltham Watch Tool Company.
The head-stock will swing 8 inches. It has a hardened steel spindle and bearings, carefully ground and run together. It is very smooth running and the finest work can be done with it. The pulley has three steps of 3, 4, and 5 inches in diameter and will take a belt 1 1/8 inches wide. The larger flange has three circles of index holes, the numbers being 48, 60 and 100. The spindle is adapted to take split chucks of the most approved pattern, which will take wire up to 5/8 inch in diameter through its entire length.
The spindle of the tail-stock passes entirely through the casting, so that whatever its position it always has its full bearing (6f inches). It is graduated to tenths of an inch, while the gradations on the hand wheel read to 1-200 inch. The front side of the casting is cut away to give more room for the slide-rest. By this means the lathe can be used closer to the center than would otherwise be the case. The back side of the casting is reinforced to give the necessary stiffness.
The base of the slide-rest rests directly upon the bed of the lathe, and its squaring device has a bearing on the front of the bed, below the lowest part of the head-stock and tail-stock. This gives the opportunity to make a long squaring device, thus insuring greater accuracy, and also to have the bearing where there is less liability of trouble from chips, dirt, etc. The builders also make a swivel squaring device by means of which angles can be turned or ground with the cross slide, thus enabling one to make two angles with one setting of the slide-rest. This is a valuable feature in making special cutters or mills, or in grinding spindles and bearings having two angles.
The feed screws have hardened bearings, and are provided with indices that are graduated to read to 1-1000 inch on the swivel screw, and to 1-2000 inch on the cross-slide screw, the latter division being adapted so that the movement of one graduation on the index will make a difference of 1-1000 inch in the diameter of cylindrical work which is being turned or ground.
The tool-slide is made flat on top to take various attachments, and has two T-grooves for the tool-post. Ordinary lathe tools are used. The slides are carefully scraped together and the whole slide-rest is neatly ornamented.
For holes and for light outside grinding there is an inside grinder that is arranged so that the lap can be swung away from the hole, for testing the size, and then returned instantly to its original position.
Continue to:
My Books

