High-Speed Lathes. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
High-Speed Lathes. Part 4
The end thrust of the spindle is against the rear housing of the head-stock by means of a large cast iron collar keyed fast to the spindle, between which and the faced inside of the housing are interposed two bronze washers placed on either side of a hardened steel washer of like diameter. This distributes the friction to four contacts, each composed of two dissimilar metals, and forming a very efficient device for the purpose.
A variable speed countershaft is provided for the lathe, by which a wide range of speeds may be obtained.
In Fig. 274 is shown a front elevation of this lathe with the gear covers removed so as to show the head-stock assembled and in running condition. The gear covers are of cast iron and cover and protect all portions of the head-stock mechanism, except the wide-faced driving pulley. This will show the relative importance which a head-stock built according to this system holds to the other constituent parts of the machine. It also shows the very considerable added length necessary for the head-stock, and therefore the reduced length between centers when the same length of bed is considered.
But while the capacity of the lathe, so far as length between centers is concerned, is relatively much less, the real capacity of the lathe for producing work, good work, is so vastly increased that the production of this head may fairly be considered as adding very much to the development of the lathe as a modern American machine shop tool.

Fig. 274. - 22-inch Swing Patent Head Lathe, built by the Lodge & Shipley Machine Tool Company.
A 24-inch special turning lathe is built by the F. E. Reed Company that is designed for reducing large amounts of metal at one turning, using the high-speed steel tools, and is an unusually stiff, strong, and powerful machine.
The head-stock is made in two parts to admit of a cone pulley as large as the lathe will swing over the bed. It has a large, forged steel spindle, the front bearing of which is 4 1/2 inches diameter by 9 1/2 inches long, and runs in babbitt lined bearings. The spindle is strongly back geared. The cone pulley has five sections, the largest of which is 20 1/2 inches diameter, driven by a 3 1/2-inch belt; then with the two friction pulleys on the countershaft this number of speeds can be doubled, making a total of twenty speeds which can be had if desired. This lathe can be furnished with four-step cone for wider belt if desired.
A special feature of this lathe is the rest. It is provided with two patented elevating tool-posts, each having a universal tool-holder, in which any size of steel can be used to advantage, and so made that they admit of adjustment up and down while the tool is under cut. Each tool-post is moved from the front by a separate screw, and the rear tool-post is provided with a screw for adjustment crosswise of the rest. These tools can both be used to turn to the same diameter by dividing the chip; or, they can be used to reduce the diameter, removing large amounts of stock, working one tool in advance of the other, each tool turning to a different diameter.
A positive geared feed is provided, and so arranged that either a fine or a coarse feed can be obtained by means of the lever shown at the front of the lathe.
There are two methods of operation:
First. When it is desired to do rapid turning, and where it is not necessary to largely reduce the diameter, the front tool is brought up to the work and set so it will reduce the piece to the required diameter. Then the rear tool is adjusted to a point where it will turn to the same diameter as the front tool, after which it is adjusted by means of the cross adjusting screw so that it will divide the chip. Then by means of the small lever shown at front of lathe a coarser feed is engaged.
Second. When large reductions in diameter are desired, the front tool can be set to remove the required amount of stock, and the rear tool set to follow the front tool for removing a second large chip from a different or smaller diameter.
Arranged for either of the foregoing operations the lathe will turn off twice the amount of stock that can be removed at one turning in the ordinary 24-inch engine lathe, using the high-speed turning steels.
This lathe is set up with a pan and is provided with a pump and piping for ample lubrication of the cutting-tools.
The countershaft is furnished with two patent friction pulleys for two speeds, 200 and 250 revolutions per minute. These pulleys are 18 inches diameter and take a 5-inch belt. The pulleys are so arranged that they can be oiled while running, thereby saving loss of time, danger, and annoyance in running off the belts, which is an important consideration where a number of lathes are in use. The countershaft is also furnished with self-oiling boxes.
This lathe is shown in Fig. 275, wherein its ample proportions and excellent design may be seen and appreciated. It is undoubtedly one of the best lathes of its kind, and for this particular and important use, now on the market. With a 10-foot bed this lathe weighs 7,390 pounds.
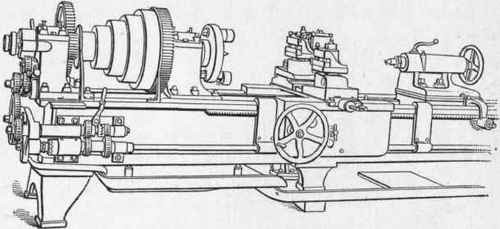
Fig. 275. - 24-inch Swing Special Turning Lathe, built by the F. E. Reed Company.
A special lathe has been brought out by the Fitchburg Machine Works at a comparatively recent date that is unique in construction in a number of ways, and for these reasons, as well as for its claim to a large production of work within a limited range, it is worthy of considerable attention.
It is called the "Lo-swing" lathe, and has a capacity from J to 3 1/2 inches in diameter and up to 5 feet in length. The builders say: "We have purposely limited the range of work handled in order to increase productive capacity - a Lo-swing will do from three to four times as much work as an ordinary lathe in the same time.
"The extremely low swing and the single slide tool carriages, all four of which can be employed simultaneously, are distinguishing features of this machine, and the greater driving power, greater stability, the accurate control of tools and work, made possible by this construction, result in such rapid and economical production of work that the Lo-swing is already an acknowledged cost-reducer for the shop.
"The greater driving power, greater stability, the accurate control of tools and work, the low swing and small carriages, made possible by thus limiting the range, result in such rapid and economical production of work that the Lo-swing stands in the front rank as a cost reducer."
Figure 276 is a perspective view of this lathe, and gives a good idea of its general appearance. The aim of the builders is to so design the lathe as to limit its range of work so narrow as to make it "a single purpose" machine, that is, to confine its operations to one single class of work and then produce as much of that one class as possible.
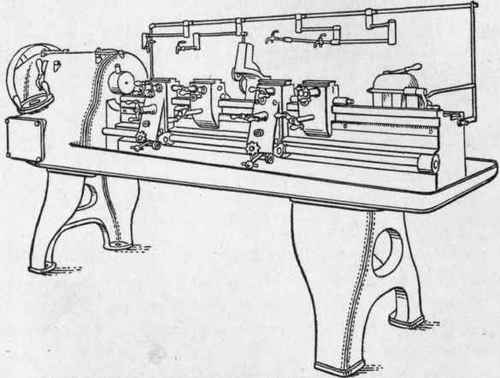
Fig. 276. - The "Lo-Swing" Lathe, built by the Fitchburg Machine Works.
Its two distinctive features are first, its very low swing, just enough to clear a 3 1/2-inch bar; and second, single tool slide carriages, several of which may be simultaneously employed.
The ideal machine for turning small work, which must be turned on centers, should have the tool mounted on a low rest with the guiding rail as close to the work as possible, and with the cross-feed screw located directly back of the cutting-tool so that a change of the screw would surely and positively effect a corresponding change in the position of the tool, and so that variation under working strain from no load at all to a full load, or from a very light chip to a very heavy one, would have the least possible effect on the location of the tool.
While these conditions have been presented, time out of mind, by the mechanical engineers who have studied the lathe question and its relation to the regular lathes built and put on the market, the lathe builders have been slow to adopt such radical changes as would properly accomplish the required result.
The builders of the Lo-swing lathe have cut loose from the conservative methods of other lathe builders in producing this machine.
While it is yet too early to determine what will be the success of this venture, and how popular it may become with manufacturers requiring such a machine, it seems at this writing to have a bright future before it as a practical manufacturing machine, and its builders are certainly entitled to considerable credit for having the courage of their convictions in bringing it out.
Continue to:
My Books

