Electrically Driven Lathes. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Electrically Driven Lathes. Part 2
A mechanical reverse is provided and may be operated from the carriage of the lathe so that the operator can start, stop, and reverse the direction of the spindle without stopping the motor. This is a great saving of power over the method commonly used, that is, reversing the motor, stopping and starting the motor when stopping, starting, and reversing the lathe.
For operating this lathe the manufacturers recommend a constant speed motor with either direct or alternating current, although a direct-current motor, with a variation allowing an increase of 50 per cent in the speed, can be used to some advantage and would divide the steps of the mechanical speed variation into five or six additional changes, giving 40 or 48 changes of speed in all.

Fig. 310. - 18-inch Swing Prentice Motor-Driven Lathe.
In general practice, however, this great number of speeds is not needed. The advantages of using a constant speed motor are numerous beyond the matter of efficiency, as in most cases variable speed motors are of a special nature and it is much more difficult to secure repair parts than it is with the constant speed motor, as one can usually have the parts needed shipped directly from stock and without any delays.
Another consideration should be noted. The wear upon the variable speed reversing controller is considerable when we take into consideration the number of times that the lathe is stopped, started, and reversed each day The greatest advantage is that the induction motor is without commutator troubles, which is the main cause of difficulties with all direct-current motors.
A lathe capable of doing at one setting the operations that would require eight or more settings of an ordinary engine lathe is the 24-inch semi-automatic turret lathe, manufactured by the American Turret Lathe Company and shown in Fig. 311 as a good example of this class of machines so driven.

Fig. 311. - Heavy Motor-Driven Turret Lathe built by the American Turret Lathe Company.
Being intended for heavier work than is usually imposed upon a turret lathe, it has a massive bed construction, a large turret, and is designed to swing 27 inches for a distance of 12 inches from the chuck.
Twelve rates of feed and feed reverse and eight speeds of the spindle are possible with each speed of the motor. The gear combinations for all these are protected and may be operated to effect a change in speed while the machine is running. The levers for the various gear clutches are shown under the head. The turret has universal facing heads and provides for thirteen tools, though seldom more than five are used at a time.
There is an auxiliary turret which will accommodate four tools and has power cross feed on one side of the turret. The latter has power traverse in either direction by a separate motor, and a slower travel through the feeding mechanism driven from the spindle. Rotating, indexing, and clamping of the turret head are all automatic, and an independent "knockout" or feed stop serves each face.
The spindle is driven through a Renold silent chain by a ten horse-power Crocker-Wheeler semi-enclosed motor mounted above the head-stock. An M. 12 controller in the current supply allows the motor twelve speeds, ranging from 876 to 130 revolutions per minute.
With the combination of electrical and mechanical means the highest and lowest possible chuck speeds are 90 and 1 1-5 revolutions per minute, respectively. For the operation of the turret a three horse-power Crocker-Wheeler fully enclosed motor is used. This runs continuously at a constant speed of 1,000 revolutions per minute on a two-wire supply, and drives a steep-pitch lead screw through bevel gearing. A longitudinal shifting of the driven shaft clutches one or the other of the two bevel gears, producing direct or reverse rotation, or in the central position releases both.
The Hendey-Norton arrangement of an elevated electric motor operating a countershaft is shown in Fig. 312.
The electric-motor drive, as illustrated, gives all the advantages to be had from regular countershaft drive. It will be noticed that the motor is of the back geared type. Carried on the end of the commutator shaft are two rawhide pinions of different diameters, driving two large gears on the countershaft of the motor, the gearing being properly proportioned to give the required driving speeds to the countershaft.
These large gears run smoothly on the shaft. Their inner formation is that of the friction clutch pulleys used on their shapers, and carried between them, keyed to but sliding on the shaft, is a friction clutch, which is thrown into connection with either gear as desired, being operated by the depending shipper and handle extended back and supported in a ring at the end of the lathe, as shown.
The clutch is also fitted with the usual locking spring and point.
We thus have two speeds for the countershaft, affording the sixteen changes for the lathe spindle. These are accomplished with the motor running at constant speed, thus maintaining its maximum efficiency at all times.
The reversing device for the carriage is operated at the side of the apron, which allows the spindle to run in the one direction, and dispenses with the necessity of wiring the motor for backward drive, an item of expense and complication which is avoided.
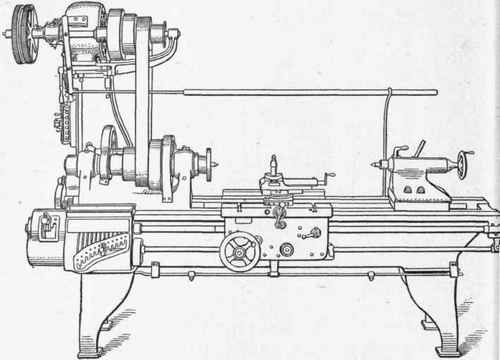
Fig. 312. - Hendey-Norton Motor-Driven Lathe.
The standard carrying the motor is rigidly bolted to the lathe bed, and, being strongly webbed, is free from any disturbing vibration. The motor is directly attached to a hinged plate on the top of the standard.
Continue to:
My Books

