Head-Stock Casting, The Spindle And The Spindle Cone. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Head-Stock Casting, The Spindle And The Spindle Cone. Part 3
This design gives great strength, and with the proper proportions and thickness of metal throughout it is as rigid as it is possible to design a head-stock. The housings are unusually thick and cored out underneath as shown by dotted lines.
The design shown in Fig. 64 is by Hendey-Norton, and is practically the same as that shown in Fig. 59, except for the arched brace C, from the front to the rear housing, effectually tying them together and thus adding considerably to the rigidity of the spindle-bearing boxes, which is always an excellent point to be considered.
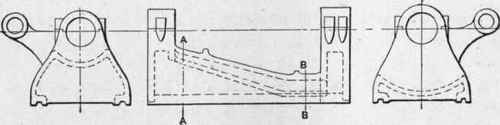
Fig. 63. - The New Haven Form of Head-Stock.
The fact that these housings are solid, that is, not held by separate caps, permits the addition of this very strong brace, which could not be efficiently added to a head-stock whose boxes are held in by a separate cap.
While this idea is now quite common in the design of milling machines, it has not been applied to the head-stocks of lathes by any builders but these so far as is known.
There are many classes of work in which a head-stock so braced would be very valuable, as its strength and rigidity is much increased by it and the strain and vibration is considerably reduced, which has the effect of increasing the efficiency and also the life of the cutting-tools. This question of increased rigidity and the importance of obtaining it has received much attention in the past few years, and the result has been the constant increase in the proportions and the weights of all parts of metal-working machinery which form the supports of cutting-tools or their intermediary parts. It is altogether probable that in this increase in weight the limit has not been reached, but that it will continue in years to come, although not perhaps in the same proportion that it has during the last decade. The use of high-speed steel will, doubtless, be extended to other uses than at present, and its price will be materially reduced, thus increasing the amount used and consequently demanding stronger machines and more power to drive them, so as to continually reduce the cost of the product by reducing the time of machine operations.
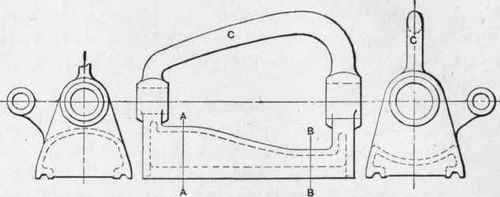
Fig. 64. - Special Form of Hendey-Norton Head-Stock.
Having designed a good head-stock with ample proportions in general, the metal so distributed as to withstand not only the strains to which it will be subjected in performing its appointed functions, but with proper considerations for the changes which will take place in the process of casting and cooling, and not forgetting that castings will change their form more or less for weeks after being cast, our next concern will be the spindle.
It is not enough to say, as catalogues sometimes do, that "the spindle is of hammered crucible steel of large diameter and runs in hard bronze boxes." This may all be relatively true and yet it may be neither properly designed or properly constructed for the uses to which it is to be put.
To design a lathe spindle we must consider the work it has to do, the points at which it will be supported, the points where it must support the material that is to be machined, and the parts with which it is loaded and which become a part of its attendant mechanism; not only these points, but others that are equally important,-the torsional strains to which it will be subjected in performing its regular functions, and which include that of driving the piece to be turned, of the strains of the cone when driving direct, or the back gears or triple gears when they are in action, and of the feeding mechanism which derives its motion from the rear end of the spindle.
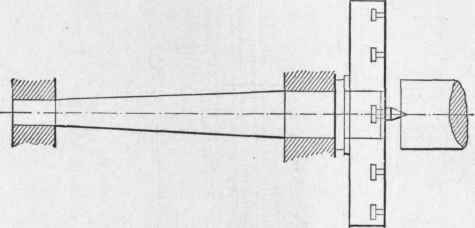
Fig. 65. - Lathe Spindle showing Principal Weight on Front Bearing.
If we are to consider principally the weight of the face-plate and the material to be turned, which falls almost entirely upon the front journal, we should have the form of the lathe spindle as represented in Fig. 65. In this case the front bearing would necessarily be very large and strong and with ample support. The rear bearing need not be a matter of serious consideration, as it is quite a distance from the front bearing, while the weight of the face-plate or chuck carrying the work, or the center which supports one end of the work, if supported by this means, carries nearly all the strain. Therefore the rear bearing may be small and short as shown.
Again, if the weight of the cone and its parts are to be principally considered, we should have a spindle more nearly conforming to the outline shown in Fig. 66, the rear bearing being larger and the front bearing smaller than is shown in Fig. 65. This would also be the case if the upward pull of the belt were a governing factor in determining the form and proportion of the spindle. But the fact is that the cone and its action upon the spindle, so far as its weight or the belt pull upon the spindle, while in reality a factor to be considered, as will be referred to later on, is not the prime factor by any means. Therefore we must recur to the form shown in Fig. 65 for the points necessary for the proper consideration of forms, the determination of the contour, and the proper proportions of the lathe spindle.

Fig. 66. - Form of Lathe Spindle when undue prominence is given to Cone Pulley.
This view of the case leads us to the choice of a medium between the two extremes presented and an ideal form as shown in Fig. 67, wherein the conditions governing both the former examples are properly considered and met.
Continue to:
My Books

